Читайте также:
|
Мұқабамен қапталған кітаптарды шығару технологиясы мынандай негізгі даярлық процестерін қамтиды:
Басылған парақтардан кітап блоктарын жасау, кітап блоктарын өңдеу, мұқаба қаптамасын жасау және түрлендіру, блоктарды қаптамалармен біріктіру және кітапты түпкілікті өңдеу.
Мұқаба қаптамалы кітаптар үшін блоктар даярлау технологиясының негізгі ерекшелігі - бұл жай дәптерлерге өңірбеттерді (кейде басқа да қосымша элементтерді)қосу, яғни күрделі дәптерлер даярлау. Оның үстіне тыстамалы кітаптардың блоктарынан өзгешелігі, блокты бекітудің негізгі тәсілі ретінде оларды түптеу материалына дәптерлер бойынша жіппен тігу қолданылады.
Кітап блоктарының бірінші және соңғы дәптерлері мұқаба қаптамаларымен біріктіріледі, олар күрделі болып келеді, өйткені құрамдарында қосымша материалдар - безендірілуі, құрылысы және дәптерлерге бекіту тәсілдері жақтарынан әртүрлі өңірбеттер бар. Безендірілуіне қарай өңірбеттер ақ немесе түсті жай қағаздан жасалынған қарапайым, тақырыптары бойынша кітап мазмұнымен байланысы жоқ ою-өрнектер немесе сурет басылған сәнді-өрнекті, кітаптың негізгі мазмұнын бейнелеуші бейнелер басылған бейнелеуші-тақырыптық болып бөлінеді. Ең жиірек қолданылатындары қарапайым өңірбеттер. Сәндік-өрнекті және бейнелік-тақырыптық өңірбеттер жоғарғы көркемдік және балалар басылымдарында, бастауыш мектеп үшін дайындалатын оқулықтарды қолданылады.
Кітап блоктарын жинақтау және бекіту. Кітап блоктарын жинақтау көпшілігінде тыстамалы кітаптарды шығару кезіндегідей әдетте секцияларының саны (12 ден 36 дейін) баратын парақ сұрыптаушы машиналарда іске асырылады. Дәптерлерінің саны машина секцияларының санынан көп блоктар болек жинақталынып, кейінірек қолмен өзара біріктіріледі.
Кітап блоктарын бекіту басылымның көлеміне, форматына, қызметіне, кәсіпорынның техникалық жабдықталу және басқа да жағдайларына қарай тігу, желімдеу және тігіп-желімдеу тәсілдерімен іске асырылады. Операциялық құрал-жабдықта даярланатын кітаптар үшін бекітудің төмендегідей тәсілдері қолданылады. Әрбір дәптерді жіппен түптеу материалына тігу бекітудің ең берік түрі, бірақ ол тиімсіз. Оны ұзақ және жиі паидаланады және көлемі үлкен кітаптар үшін қолданады. Дәптерлер бойынша тігу арнайы және әмбебап жіппен тігу машиналарында орындалады. Арнайы жіппен тігу машиналары блоктарды дәкесіз қарапайым кітапшалық сырып тігуге арналған, бұл тігіс блоктары кейіннен автоматты ағынды желілер мен агрегаттарды өңделінетін өңдеу процесінде мұқаба қаптамасының блокпен берік байланысуын қамтамасыз етуші, түптеу материалы тігілмей, желімделінетін көлемі үлкен кітап басылымдарын орташа және көп таралыммен шығаруда қолданылады. Мұндай автоматтар қағаз бергіштен, шынжырлы транспортерлі және итергіш полимері бар ершік тәріздес қозғалмайтын үстелден, ине мен шиберлерді шаншитын механизмдері бар тербелгіш үстелден, тігін инелері мен ілгектер салатын күймешеден, жіп беруші құрылғыдан және итергіш планкалы қабылдау үстелінен құралады.
Әмбебап жіппен тігуші жартылай автоматтар мен автоматтар блоктарды тігістің екі түрімен - дәкеде және дәкесіз қарапайым және айқас кітапшалық сырып қолдану арқылы бекітуге мүмкіндік береді.
Дәкеде түптеу тігісінің ерекшелігі блокты түбірге дәптерлер бойынша бекіту процесінде мұқаба қаптамасын блокпен мықтап бекітуге арналған түптеу материалы (полиграфиялық дәке немесе тоқылмаған материал) түпке тігіледі: осыған байланысты әмбебап жіппен тігу машинасы дәке бергіш механизммен және дәке қақпақшаларын жасау үшін қажет блок араларында дәке тұзақтарын жасау үшін құрылғымен жабдықталынады.
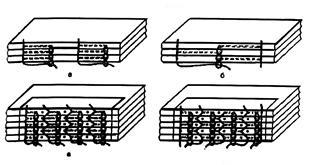
13-сурет. Машинада жіппен тігу түрлері: а-қарапайым кітапшалық сырмақ;
б- айқас кітапшалық сырмақ; в-қарапайым түптеу.
Қазіргі кездегі жіппен тігу машиналарында жұмыстың ең жоғарғы техникалық жылдамдығы артқан: БНШ-6А және БНШ 6БА (Киев ПМЗ, Украина) машиналарында 115 цикл/м дейін; Р145 автоматтарында («Шталь» фирмасы, Германия) - 140 цикл/м дейін. Оларда тігін аппараттарын айқас кітапшалық сырып тігуге ауыстыру жоқ, өйткені оны қолданғанда ирек тігісте жіптердің созылуынан әрбір екінші дәптердің едәуір сырғуларынан (2,5мм дейін) тігілген блоктардың сапасы төмендейді.
Кітап блоктарын бекітудің басқа түрлері кітапшалау процестері деген тарауда сипатталынған, себебі олар кітаптарда да, кітапшаларда да бекітуде қолданылады.
Кітап блоктарын өңдеу. Кітап блоктарын өңдеу басылымның түбінің беріктігі мен жинақтылығын арттыратын, сыртқы түрі мен пайдалануға қолайлылығын жақсартатын операцияларды біріктіреді.
Операциялардың құрамдарына қарай блоктарды өңдеудің үш нұсқасын ажыратады: толық; ішінара; болмашы.
Кітап блоктарын толық өңдеудің технологиялық процесінің сұлбасы:
- блок түбін бірнеше мәрте сығымдау; дәкеге тігілген блок түбін желімдеу; түпті кептіру; түпті бірнеше мәрте сығу; блокты үш жағынан кесу; кесілімдерді бояу (алтындау); түпті дөңгелектеу; түп бүгілімдерін тойтару; түптеу материалын желімдеу; таспа бет-белгіні жапсыру; капталды жапсыру; қағаз жолақты жапсыру.
Кітап блоктарын ішінде өңдеудің технологиялық процесінің сұлбасы:
- түпті желімдеу; түпті кептіру; түпті сығу; блокты үш жағынан кесу; түпті дөңгелектеу; түптеу материалын жапсыру.
Блоктарды болмашы ғана өңдеудің технологиялық процесінің сұлбасы:
- түпті кептіру; түпті сығу; блокты үш жағынан кесу.
Блоктарды болмашы ғана өңдеу тігу-желімдеу және тігусіз желімдеу тәсілдерімен бекітілген блоктарды жиектеуде де қолданылады.
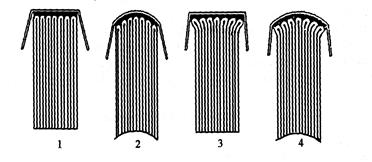
14 -сурет. Кітап блоктары түнтерінің пішіндері: 1-тік; 2-дөңгеленген;
3-бүгілімдері қайырылған тік; 4-бүгілімдері қайырылып дөңгеленген.
Блоктар өңдеу операциялары блокқа қажетті беріктік, жинақылық беріп, пайдалануға қолайлы етеді. Бекітілген блоктың түбін қысады. Бұл операцияны түпті жіппен тігу машинасында тіккенен кейін, түпті желімдеу кезінде желім тесіктер арқылы дәптердің ішіне еніп, парақтарды желімдеп тастамау үшін істейді. Тығыздалынғаннан кейін блоктың түбіне белгілі қалыңдықпен желім жағып, жапсырады. Желім қабаты түпті қатайтып, келесі операциялардың жоғарғы сапалы орындалуларын қамтамасыз етеді. Түпті желімдеу нәтижесінде дәптерлердің блокта бекітілу беріктігі артады.
Кептіру желім қолданылатын операциялардан соң міндетті түрде қажет.
Кептіру - бұл желім қабатынан, сонымен бірге желім қабатымен түйіскен қағаздан артық ылғалды кетіру болып табылады. Кітап блоктарының түптерін кептіруді желімдегеннен кейін табиғи жағдайларда және жасанды:
- конвекциялық кептіру (ауаны жылыту) немесе жылытпай;
- жылу сәулелендіру арқылы кептіру (жарық немесе тек жылулық сәулелендірудің көмегімен) жағдайларында іске асыруға болады.
Түптерді желімдегенде қағаз талшықтары ісінеді және деформацияланады, дәптерлердің түпкі бүгілімдері біршама борсиды. Сол себепті кептіргеннен кейін сығымдайды. Түптері желімделінген, кептірілген және сығымдалған блоктар үш жағынан кесіледі. МемСТ блоктарды кесудің мынандай мөлшерлері белгілеген: блоктың ені бойынша 5мм, биіктігі бойынша 10 мм.
Блоктың түбірін өңдеу операцияларына түпті түптеу материалымен желімдеу де жатады. Түпті жиектеу үшін офсеттік және сульфатцеллюлозалық қағазды, қағазға желімделінген біржіптік дәкені және талшықты тоқылмаған материалды қолданады. Полиграфиялық дәке - бұл блок түптерін бекітуді күшейту үшін қолданылатын сирек мақта-қағаз матасы.
Микробекітілген қағаз блок өңдегіш агрегаттарда өңделінетін басылымдардың түбіне жапсыру үшін және түпті терможіптермен және КПС бекіткенде жиектеу үшін қолданылады. Тоқылмаған желімделінген төсем микробекітілген қағаз секілді қолданылады.
Кітап блоктарын өңдеу үшін машиналар дәптерлерді бекіту түрі мен блок түбінің пішініне қарай таңдалынады. Шағын және орта полиграфиялық кәсіпорындарда операцияларды жеке-жеке орындайтын жабдықтар, ал үлкен кәсіпорындарда «Колбус» фирмасының (Германия) Тем1, Бл-100, «Зиглох» автоматты ағынды желілері қолданылады, олардың барлығы секциялық болып жасалынған, барлық секцияларды жеке машиналар ретінде пайдалануға болады.
Кітап блогының түбін өңдеудің соңғы операциясы, бұл бетбелгі таспасы мен қапталды жапсыру. Бет белгі таспа ені 5-8мм тоқыма баудан жасалынады, кітапты пайдалануды жеңілдету үшін қолданылады.
Каптал - ені 13-15мм жиегі 1,5-2мм қалыңдау материалдың жолағы. Каптал кітапты әрлеу элементі болып табылады. Оны блок түбінің шеттеріне жапсырады.
Қаптамаларды даярлау. Қаптамаларды құрастыру үшін кітап блогының көлемдерінен есептеп шығарылатын көлемдік тәуелділіктер бар. Тұтас жабын қаптамаларын даярлау үшін үш, ал қүрама мұқаба қаптамаларын даярлау үшін бес операция қажет.
Қаптамаларды даярлаудың технологиялық фазалары мынандай кезеңдерді қамтиды:
- қаптамалар үшін түптеу материалдарын пішу;
- қаптамаларды даярлау – тұтас және құрама қаптамалардың бөліктерін жинақтау;
- қаптамаларды әрлендіру- қаптамаларға бедер салу немесе басу;
- қаптамаларды қалыптастыру - қаптамалар каландрланады және түптері жұмырланады.
Қатырманы пішу. Қатырма қаптама өлшемдеріне қарай кесілуге жататын табақтар түрінде жеткізіліп беріледі. Мұндайда қатырманы қуыс бағыты блоктың биіктігіне сәйкес келуіне назар аудару қажет, өйткені бұл қаптаманың сапасының жоғары болуын қамтамасыз етеді. Қатырма табақтары қатырма кескіш машиналардың дискілі пышақтарымен кесіледі. Қазіргі қатырма кесу құралдары автоматтық өздігінен бергішпен, бұрыш астында орналасқан екі дискілі пышақ торабымен және автоматты шығарумен жабдықталынған. Көлденең кесуі жапқыш түрінде құрастырылған қатырма кесуші машиналар да ұсынылады.
Шағын полиграфиялық кәсіпорындар мен ірі кәсіпорындардың макет бөлімдерінде қатырма КР-1200 (Харьков ПМЗ, Украина) немесе Идеал 1110 («Идеал» фирмасы, Германия) типтес қатырма кесуші станоктарда пішіледі. Іpi полиграфиялық кәсіпорындарда қаптама қатырмасы ТКР-120 (Щадрин ЭЛМ, Ресей) қатырма кесу машинасында және РК («Колбус» фирмасы, Германия) автоматтарында кесіледі.
Түптеу материалдарын пішу. Маталар және басқа да түптеу материалдары рулондар түрінде жеткізіліп беріледі, қағаз көбінесе парақтар түрінде жеткізіледі. Жабындау материалдарының құйылуының дұрыс болғаны жөн. Материалдарының құнының жоғарылығына байланысты мұндай тапсырыстар көбінесе орындалмайды, соған байланысты дайындалымдар материалдан төселім мен парақты бумаларын барынша пайдаланатындай етіп пішіледі. Мұндайда әдетте бір тапсырыстың шеңберінде құйылуларының бағыттары көлденең де, ұзынынан да келетін даярламалар жасалынады.
Отставты даярлау. Отставтар үшін қатырма немесе қағаз материал рулон күйінде түседі. Рулондар жіңішке жолақтарға кесіледі, түпкілікті форматтарға кесу қаптама жасайтын машиналарда іске асырылады.
Қаптамаларды даярлау - бұл қолмен шығаратын машиналарда орындалынатын жинақтаудың кешенді процесі. Мұқаба қаптамаларын қолмен басылымдар таралымы шағын болғанда немесе оларды машинада дарялау мүмкін болмаған да жасап шығарады. Мұқаба қаптамаларын қолмен жасау өнімділігі басу және еңбекті көп қажет етпейтін процесс. Сол себепті қаптамалардың сапасын арттыру үшін әртүрлі тетіктерді қолдану және оларды даярлау процесін ішінара механикаландыру қажет. Бүкіл жұмыс кешенін орындау үшін қағаз пішу машинасы, желім жағушы құрылғы, бүгілмелеу станогы, тегістегіш - түйек қажет.
Құрамдас мұқаба қаптамасын шығарудың технологиялық процесі түптеу материалын пішу және жинақтаудың екі мәрте процесімен толықтырылады.
Сондықтан да технологиялық тұрғыдан процестер мынандай операциялардан тұрады:
1) қатырма табағын жолақтарға және жолақтарды өңірлерге пішу; 2) түп үшін матаны пішу; 3) жабын өңірлері үшін материалды пішу; 4) отстав үшін қағазды немесе қатырманы пішу; 5) торламаларды даярлау; 6) торламаларды жабынды өңірлермен жабу; 7) қаптамаларды кептіру; 8) қаптамаларды каландрлау; 9) қаптамаларды полиграфиялық безендіру.
Кітап блоктарын мұқаба қаптамаларына енгізу және кітап даярлаудың қорытынды операциялары. Мұқаба қаптамасы толық безендіріліп, блок қажетті даярлықтан өткеннен кейін олар біріктіріледі, бұл жайғастыру деп аталады. Блоктарды қаптамаға жайғастырудың төрт тәсілі белгілі: әдеттегі (өңірбеттерге), гильзаға, жабық және қаптамаларға. Жайғастырудың соңғы үш тәсілі аса сирек қолданылады, ол өйткені ТМД елдерінде шығарылатын кітаптардың басым көпшілігі үшін орындалуы оңай блоктарды өңірбеттерге жайғастыру әдісі қолданылады. Гильзаға жайғастьру мұқаба қаптамасының блокпен аса берік байланысуын қамтамасыз етеді, сондықтан да оны өлшемі мен көлемі үлкен, ұзақ уақыт және жиі пайдаланылатын, кітап блоктарының салмағы 1,5 кг болатын кітаптарды-энциклопедияларды, қалың сөздіктерді т.б. шығарғанда пайдаланған жөн. Арнайы шығарылған каптама папкаларының (көбінесе пластмасса) қалталарына жайғастыру жарнама материалдары мен ақ тауарларды: күнделіктерді, кітап типтес күнтізбелерді, қойын дәптерлерді, жазу кітапшаларын т.б. шығарғанда қолданылады. Кітап өндірісінде жабық қондыру қолданылмайды, өйткені кітаптың түбі мен беттерінің тегістігі пайдалану барысында қалыптарын тез жоғалтады.
Өңірбеттерге қолмен қондыру. Шағын полиграфиялық кәсіпорындарында блоктарды қаптамаға қолмен қондырады: өңірбеттерге жалпақ шашақтың көмегімен, блокты ұштары тұқыл ағаш немесе пластмасса тиектер бар тақтайға жайып, желім жағады. Желімделінген блокты жиектерінің көлеміне және отставтың жақын жиегіне бағдарлап, жазылған мұқаба қаптамасына жабады, одан соң каптаманың бос жағын блоктың түбімен жоғарғы өңірбетке карай кере тартады. Дайын кітаптарды түптерін әр жаққа қаратып, престеу және престелінген күйде кептіру үшін бумаға жинайды. Блоктарының қалыңдықтары 4-6 мм дейінгі көлемі шағын басылымдардың қаптамаларына блоктарды қолмен қондырғанда қаптаманың ішкі бетін желімдеуге болады, өйткені өңірбеттерді желімдейтін кезде жіңішке блоктың қиындыларының шетіне желім ағып, парақтар жабысып қалулары мүмкін.
Блоктарды қаптамаларға машинамен қондыру. Орташа және ірі полиграфиялық кәсіпорындарда: 2БВ-270 (Ходоровск зауыты, ЗПМ Украина), ЕМР және КЕ «Корус» фирмасы, (Германия) ағынды желілерінің құрамдарына енетін кітап салғыш машиналар мен автоматтар қолданылады, оларда блоктарды қаптамаға қондыруға қатысты барлық операциялар: өңірбеттерге желім жағу, қаптаманы біріктіру және блокқа байланысты орталықтандыру мен жақтары қысу - автоматтандырылған. ЕМР автоматтары блоктарының қалыңдықтары 8 ден 50мм дейінгі үлкен форматтарды (70x90/32 және 84x108 64-тен 84x108/16 дейінгі) қондыруға және 45тен 50 цикл/мин жылдамдықпен жұмыс істеуге, ал КЕ автоматы -шағын және орташа, қалыңдықтары 1 ден 28мм дейінгі, өлшемдері (60x110/128 ден 84x108/32 дейінгі) басылымдарды 35 цикл/мин жылдамдықпен безендіруге арналған.
Гильзаға қондыру - шағын полиграфиялық кәсіпорындарда гильзаға қондыру қолмен орындалады. Қолмен қондырғанда блок түбіне желім жағып, гильзаға оның ағымының саңылауларына еркін енетіндей қағаз жолағын салады. Блокты қаптамаға қондырғаннан (алдымен гильзаға, содан соң өңірбеттерге), кітапты престеп, кептіргеннен кейін қағаз жолақтарын гильзадан алып тастайды. Орташа және ірі полиграфиялық кәсіпорындарда гильзаға қондыру «Колбус» фирмасының (Германия) ағын желілерінде орындалады.
Түптерді аяқтаушы операцияларға кітапты престеу мен кептіру (немесе қысқа мерзімдік қысымдау), штрихтау және қаптамамен орау жатады. Кітаптарды престеу мен кептіру шағын полиграфиялық кәсіпорындарға тән. Оларда блоктарды қаптамаға қолмен қондыру немесе құрамында суы көп желім пайдаланғандықтан блоктардың қаптамалардағы жайғасуларын түзетуді қажет ететін осы күнге дейін сақталынып келген кітап салғыш машиналарда қондыру қолданылады.
Кітаптарды штрихтау - бұл нәтижесінде мұқаба қаптамасының сыртқы жағында бүкіл түптің ұзына бойында остав пен қатырма өңірдің аралығында ойыңқы штрих түзіледі. Ол каптаманың ашылуын жеңілдетеді, кітаптың сырткы түрін жақсартады және пайдалану мерзімін ұзартады. Кітаптарды штрихтау станоктарында іске асырылады, штрих қыздырылған, өтпейтін жалпақ немесе дөңгелек пышақтардың қаптамаға бір мезгілде екі жақтан қысым жасауларының нәтижесінде пайда болады. Автоматтық станоктарда кітаптар штрихтау құрылғысына өздігінен беріледі де, транспортермен жинақталынған бумалар түрінде кітапқа тыстама жабу немесе бақылау және орамдау бөліктеріне шығарылады. Көптеген сыйға тартатын, сәлемдемелік және басқа да басылымдар тыстамалармен шығарылады, мұқаба қаптамасының сыртына кигізіледі де, қаптамасының тұстарының астарына қайырылатын клапандар арқылы ұсталынып тұрады.
Мұбаларды көбінесе лакталған қалың тегіс қағаздан немесе бетіне полимер пленка жапсырған қағаздан жасайды. Көбінесе бір қағаз табағында бірнеше тыстама басып шығарады да, баспа-таңбаларды өңдегеннен кейін оны бірнеше бөлікке қырқады. Тыстамаларды иілімді мөлдір полимер пленкалардан да жасайды, бірақ олар өңдеуге қолайсыз әрі қымбат тұрады. Кітапты тыстамамен орау және оның етектерін қайыру қолмен немесе арнайы автоматтарды, мысалы, конвеер типті автоматтарда іске асырады.
Бақылау кітап шығарудың технологиялық процесі аяқталғаннан соң оларды жеке кітаптар бойынша тексереді, бұл басылымды шығарудың барлық сатыларына жүргізілетін кезеңдік бақылаудың жалғасы болып табылады. Кітаптың соңғы бақылауын бақылаушылар жүргізеді. Олар кітаптың сыртқы түрін, қаптаманың ішкі жақтарын, кітапты желпуіш тәрізді ашып, титул парағы мен блогын қарап шығады.
Кітап-журнал өнімдерін орамдауға белгілі талаптар қойылады:
- орындалынған кітап бумасының салмағы 8 келіден артпауы тиіс; өлшеміне қарай өнімді бумаларға бір, екі немесе төрт қатардан салады; кішкентай басылымдарды сегіз қабат етіп жайғастыруға болады; кітаптарды қабаттарға бір немесе бірнеше данадан түптерін әр жаққа қаратып жатқызып салады;
- қабаттағы бірліктер саны екі немесе беске тең болуға тиіс;
- қабаттың биіктігі 19 см артпауы керек;
- буманы қағазға немесе қатырмаға (қобдиша немесе гофрленген) салу керек, мұндайда қағаз немесе қатырма клапандарының айқасы 3-5 см болуы тиіс;
- орамдалынған бума айқас немесе қосарлана орналасқан екі белбеумен байланады, байлау материалы ретінде шпагат (қағаз полипропилен немесе зығыр талшықтарынан), полипропилен таспасын, полипропилен фибрилдендірілген жіп, ені 3-5 см полиграфия дәкесінің қалдығын, В маркалы желімі мен қағаз негізге жапсырылған таспаны пайдалануға болады;
- байлау материалы қорапта тығыз оралуы керек, байлау материалы берік бекітілуі, бірақ мұқаба мен тыстамаларға батып, із салмайтындай болуы тиіс;
- қағазға ораған жағдайда баилау материалының астына ені 8 см кем емес төсем, ал катарынан екі жерден буғанда 15 см кем емес төсем салады;
- қатырмаға орағанда немесе қатырма тысқаптарға салынған өнімдерді буғанда байлау материалының, астына төсем салмайды.
Кейде өнімді гофрлеген қатырмадан жасалынған жәшіктерге салады. Жәшік ішіндегі қабат пен қатар сандарын басылымның өлшемі мен жәшіктің көлеміне қарай жәшіктің қабырғалары мен өнім араларындағы саңылау 1 см артық болмайтындай етіп белгілейді. Егер саңылау одан үлкен болса, онда араларына қатырма сыналар салу керек.
Әрбір бумаға немесе жәшікке 9х13,5 см, онда: баспаның атауы, автордың аты-жөні, кітаптың атауы, мұқаба қаптамаларының типі, бумадағы кітап саны, бақылаушы немесе ораушының нөмірі, тапсырыс нөмірі, кәсіпорынның атауы мен мекен-жайы басылған жапсырма желімделеді. Маркерлеуді тікелей бума орамына да жасауға рұқсат етіледі. Бумалар мен жәшіктерді шетелдер үшін маркерлегенде, орыс мәтінімен қатар өнім жіберілетін елдің тілінде де мәліметтер басылып, жапсырылулары тиіс.
Бумалар мен жәшіктер өнімдерге ешқандай зақым тимейтіндей, жауын-шашыннан бүлінбейтіндей жағдайда тасымалдануы керек. Бумалар мен жәшіктерді тиеу және түсіру кездерінде оларды байлаған материалдардан ұстауға болмайды. Оларды жабық жайларда төсеніштерге немесе тақталарға биіктігі 1,8 м аспайтындай қат-қабатқа жинау керек.
Кітап-журнал өнімдерін орамдау – еңбекті көп қажет ететін процесс, ол таяу уақытқа дейін қолмен орындалып келді. Соңғы жылдары орындау механикаландырылып, бұл процестің еңбек сыйымдылығы едәуір азайды. Орта және ірі кәсіпорындарында бұл ауыр, әрі еңбекті көп қажет ететін процесс механикаландырған. Мысалы, орамдау машинасы бір бума кітапты қалың қағазға (рулоннан таратылған) немесе рулондық қорап қатырмасына орайды. Байлау машинасы бумаларды шпагатпен немесе полимер таспамен байлайды.
Кейінгі кездерде орамды арнайы жабдықта термоотыратын пленкаға жасау қолданыла бастады. Мұндай жағдайда бандерольге немесе қағазға оралған кітап бумасын арнайы полимер пленкасынан жасалынған (қалыңдығы 0,3 мм) қапшыққа салып, шеттерін қайырады. Сосын орамдалынған бума жылыту құрылғысы арқылы өткізіледі, осы кезде пленканың көлемі едәуір кішірейеді, ал осыдан кейінгі суық ауамен үрлегенде ол бекіп, созылады.
Орамдаудың бұл процесі процестің қарапайымдылығымен, жоғарғы өнімділігімен, бумалардың сыртқы түрінің әдемілігімен, орамдаманың ішіне ауа енбейтін беріктігімен сипатталынады және бумаларды байлауды керек етпейді.
Полиграфия кәсіпорындарынан кітаптар оқырмандарға көтерме және бөлшек сауда базалары және қоймалары арқылы түседі, оларда тапсырыстар жинақталып, алушылардың тұратын жерлеріне жөнелтіледі, бұл жерлерде өнімдер қайта оралымдалады. Сондықтан да, бумалардың көлемдерін белгілегенде жөнелту партиясының көлеміне таралымның бір мекен-жайға жөнелтілуі мен әдебиеттің түрінен тәуелділігін ескеру қажет. Бұл тәуелділік орамдау кезінде буманың көлемін азайтудың да, көбейтудің де қажеті жоқ екендігін дәлелдейді. Бұл көлемдер қатаң түрде регламенттеулері керек.
Кітап-журнал өнімдерін тасымалдаудың қазіргі жүйесі кітап базаларында бар электро және автотиегіштерді тиімді пайдалануға мүмкіндік бермейді, автокөліктердің тиеу-түсіру жүмыстары кездерінде бос тұрып қалуларына жол береді, қойма жайларда кітап-журнал өнімдерін сақтау кезінде тиімді пайдалануды қамтамасыз етпейді.
Негізгі әдебиет (1 нег. [6-20], 12 нег. [16-22)
Қосымша әдебиет (1 қос. [3-25], 2 қос. [3-25])
Бақылау сұрақтары
Мұқабамен қапталған кітаптарды шығару технологиясы қандай негізгі даярлық процестерін қамтиды?
1. Кітап блоктарын жинақтау және бекіту тәсілдері ата.
2. Кітап блоктарын толық өңдеудің технологиялық процесінің сұлбасы бойынша айтып бер.
3. Кітап блоктарын ішінде өңдеудің технологиялық процесінің сұлбасы бойынша айтып бер.
4. Блоктарды болмашы ғана өңдеудің технологиялық процесінің сұлбасы бойынша айтып бер.
5. Қаптамаларды даярлаудың технологиялық фазалары қандай кезеңдерді қамтиды?
6. Кітап блоктарын мұқаба қаптамаларына енгізу және кітап даярлаудың қорытынды операциялары
Дата добавления: 2015-08-21; просмотров: 946 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Дәріс тақырыбы №13. Әр түрлі әдістермен блоктарды бекіту. Мұқабалар мен түптеу қаптардың түрлері. | | | Дәріс тақырыбы №15. Полиграфияда қолданатын автоматтандырылған ағынды желілер |