Читайте также:
|
Табақты есептеу, екшеу, кесу және бүктемелеу. Басылынған кітап-журналдық өнімдерді өңдеу процестерінің құрамы олардың басу цехынан кітапшалау цехына қандай күйде келіп түскеніне байланысты. Егер рулондық ротациялық машиналардан олар бүктеліп, түйімге сығымдалған дәптерлер етіліп берілсе, табақтық машиналар оларды әлі де кітап-журнал құрылымдарының бастапқы элементтері — дәптерлер құрастыруға жататын күйде жеке үлкен табақтар етіп шығарады. Рулондық машиналар әр 50 немесе 100 дәптерді жылжытып шығарып тұратын автоматты есептегіш не құрылыстармен жабдықталған болады.
Басу машинасының қабылдау үстелінен түсіріліп алынған табақтар теңдерімен(стопа) келіп түседі. Әрине, сондықтан оларды бәрінен теңдерінде-ақ есептеу қолайлы. Есептеудің бірнеше әдістері бар. Солардың ішіндегі ен қарапайымы — салмағын тарту. Себебі табақтар саны теңнің тұтас салмағына бір табақтың орташа салмағына бөлгенге тең деп есептелінеді. Екінші тәсіл — табақтар санын есептеуді басу машинаның өзінде-ақ жүргізу. Өйткені онда машинаның әрбір жұмыстық айналымы біткенде басылғанды бірден өзі санап тұратын сандық есептегіш қоса орнатылған. Бірақ онда мынадай кемістік бар. Машина өзін басуға дайындау кезінде келтірмелеуде, түземелеуде пайдаланылатын, кейін макулатураға айналатын, екі жағына бірнеше рет басылған табақтарды да екі не үш «басылды» деп есептей береді. Оның үстіне онда кездейсоқ жарамсыз өнім де таралымның жарамды өнімі санатына қосыла саналады. Есептеудің үшінші жолы — кредиттік билеттерді есептегіштер жұмысы принципіне негізделіп құрастырылған арнайыланған тез есептегіш машиналарда есеп жүргізу. Бұл әдіспен бір қайыра есеп жүргізгенде қағаз жинағынан табақ санынан бір-екі санға ғана қате кетеді. Мұндай айырма болуы плакаттар үшін, кітап табақтары үшін, ашықхаттар т. т. үшін түк емес. Ал, бірақ, ол қатал есеп жүргізілетін өнімдер үшін келіссіз нәрсе. Сондықтан табақтардың нақты саны мүлтіксіз дәл белгілі болуы керек болған кезде, оларды ерінбей-жалықпай бір-бірлеп қолмен есептеуге тура келеді.
Көп беттік көшірім-табақтарды, көп ретте, кейін олардың әр бөліктері бүктелген болуы үшін бөліктер етіп кесуге тура келеді. Бірақ мынадай мәніс бар. Әдетте жұмсақ әрі өңдеуге белгілі деп есептелінетін қағаз, шынына келгенде, серпінді болады. Және оның талшықтары бүктегеннен кейін де бастапқы қалпына келуге, басқаша айтқанда, «түзелуге» тырысады. Сондықтан да, бүктемелеу кезінде қағаз, оның өзінде егер ол онша қалың болмаса,төрттен артық бүгімделмейді. Ал қалың кағаз асса үш, әйтпесе, сапалы етіліп екі-ақ рет бүктеледі. Бұл табақты дәптерге айналдыру барысында, шын мәнісінде, одан асса 32 бет (табақтың әр жағынан 16 беттен) қана дәптер алынады деген сөз.
Үлкен табақтарда әдетте 64, ал кейде, тіпті 128 бет те басылады. Сондықтан біз табақ қағаздарды екіге, төртке, кейде, тіпті, сегіз бөлік етіп кесуге мәжбүр боламыз.
Қағаз жинағындағы табақ қағаздар әдетте кесу принципінде жұмыс істейтін бір пышақты қағаз кескіш машинамен кесіледі. Биіктігі 10-12 см. аспайтын қағаз табақ теңі жылжып кетпесі үшін столға машинаның өзінде бар арнаулы арқалықпен қысылады. Сонсын жазық шаппа пышақ жіберіліп қалады да, ол күшті қысым әсерімен бүкіл теңді бөлікке кесіп түседі. Кесудің сапасы мен дәлдігі одан арғы операциялардың жүрісі мен сапасына елеулі әсер етеді. Кесуге пышақтың өткірлігі (оның өткірлігін қалпында сақтап отыру үшін пышақ әрбір 1,0-1,5 мың кесімнен кейін орнынан алынып, қайралып отырады) теңнің биіктігі, қағаздың физикалық-химиялық қасиеттері мен оның дымқылдығы, қағаз табақтардың қалыңдығы, қағазды столға қысу салмағы, кесудің өзінің жалпы жағдайы т. т. әсер етеді. Пышақ тез қайтпас үшін қағаздың кесілетін тұсы астына марзан деп аталатын ағаш не пластмассалық кесек салынады. Пластмассалық кесектер ағаш кесектермен салыстырғанда, басқа артықшылықтарын былай қойғанда құю жолымен қатпа қалпына келтіруге де қолайлы.
Қағаз-табақтар теңінен кесілетін болғандықтан, олардың тең ішіндегі ішкі табақтарының өзара қалай жатқаны көрінбейтіні табиғи жай. Кесуші үстіңгі табақтың жатысын бағытқа алады да, кесуін соған қарап белгілеп, жүмысын істей береді. Ал, тең ішіндегі табақтар болса, бір-біріне қиғаш, тіпті аса алшақтап жатуы ықтимал. Өйткені машина басылмаланған табақты қабылдау үстеліне әрқилы түсіріп түрады. Мұндай жағдайдың таралымдық көшірімдерді кесу машинасына бөліктеп салудан да болуы ықтимал. Егер табақтар қағаз жинағында екшелмесе онда дұрыс кесілмеген табақтардың шығуы мүмкін. Бұл келесі бүктемелеу кезінде жарамсыз өнім пайда болуға әкеліп соқтырады. Сондықтан кесуші табақтарды машинаның талеріне салар алдында міндетті түрде оларды қағаз жинағын екшеп теңестіріп тұрады.
Табақтарды бүктемелеу. Бүктемелеу деген беттерін дұрыс орналастырып, қағаз-табақтарды бүктеу жолымен көп беттік дәптерлерге айналдыру процесі.
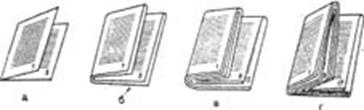
12- сурет. Бүгім саны әр турлі (өзара перпендикуляр бүктемеленген) дәптерлердің сұлбасы: а — бір бугімді, б— екі бүгімді. в — уш бугім ді, г — төрт бүгімді.
Бүктеу саны бойынша бүктемелеу: бір, екі, үш және төрт бүгімді болады. Бір бүгімді бүктемелеу мәтінді дәптердің ортасына салынатын немесе оның үстіне жабатын форзацтар мен суреттік көркемдеулерді әзірлеу үшін қолданылады. Қос бүгімді бүктемелеу әдетте дәптер өте тығыз әрі қалың қағаздан, әзірленген кезде, сондай-ақ, тек сегіз бет болыл келетін, баспа табақтың жарты бөлігін өңдеген кезде пайдаланылады. Үш және төрт бүгімді бүктемелер барлық жерде қолданылатын негізгі бүктемелер болып табылады. Және олар өздеріне сәйкесті 16, 32 беттік дәптер жасауға мүмкіндік береді. 16 беттік дәптердің бүгімі жоғары сапалы болады, әрі берігірек тігіледі. Бірақ олардың саны басылымдарда 32 беттік дәптерлерден екі есе көп болатындықтан, өндірістік циклды да өсіреді. Бұл әрқашан тиімді нәрсе емес. Сондықтан ондай дәптерлер, ылғи, ең ұзақ мерзімді пайдалануға есептелінген және оның үстіне біршама тығыз қағаздарда басылған сыйлықтық не мерекелік басылымдарды шығару кезінде қолданылады. Одан басқа олар бір-екі суреттік көркемдеу-жапсырмалары бар күрделі дәптерлерден құрастырылатын кітаптарды әзірлеу үшін қажет, 32 беттік дәптерлер бүктемелік сапасы жағынан 16 беттік дәптерлерден әлдеқайда төмен. Олардың соңғы бүгімдерінде қағаздардың мыжылуы, дәптерлер төбесінің жиырылысы байқалады. Бірақ олар үнемділік жағынан тиімді. Сондықтан да бұлайша бүктемелеу амалы біршама жұқа қағаздарда (салмағы 1 м2-та 60-70 грамдық) басылып алынатын, кейіннен жіппен тігілуге тиісті бірсыпыра жұмыстар үшін, немесе бүгімдері кесілген соң бумалары бекітілетін басылымдар үшін дәптерлер жасауда кеңінен қолданыс табуда.
Бүктемелеудің қолмен және арнаулы машиналарда жүргізілуі ықтимал. Қолмен бүктемелеу жұмысы таралымы аз (ондаған және жүздеген даналы) әрі машинаны қолдану пайдасыз болған кезде ғана істеледі. Бүктемелеу машиналары өздерінің құрылымы жағынан бүгім қалыптастыру негізіне қарай ерекшеленіп, пышақты және кассеталықболып бөлінеді.
Пышақты текті машиналардың жұмысы төмендегіге негізделген. Оймалы стол бойымен жылжып келе жатқан қағаз табақ тегеурін жанына жетіп тоқтайды. Осы сәтте өзімен қоса қағазды да оймаға ала кіретін пластиналық пышақ төмен түсіріледі. Міне осыдан пайда болған ілгекті бір-біріне қарама қарсы айналысты қос тұтқыр білікшелер тарта жөнеледі де, бүгім жасайды. Төменде орналасқан көршілес секцияда осы процесс тағы қайталанады. Пышақты машиналарда кез келген қалыңдықты және серпінді қағазды жоғары дәлдікпен өзара перпендикулярлы етіп бүктемелеуді жүзеге асыруға беруге болады.
Кассеталық типтес машиналардың бүктемелеуі өнімдірек. Оларды қаттылығы да, табақ мөлшерлері де орташа қағаздардан дәптерлер әзірлегенде пайдалану өте тиімді. Кассеталық машиналардың әрекет ету негізі былайша болады. Табақ үздіксіз айналып тұратын білікшелермен алға беріледі де, онша биік емес жазық кассетке шығарылады. Тегеурінге жеткеннен кейін табақ иіле бастайды. Ол кассеттің тұғыра тұсында бос кеңістікке тап болып, осы жерде ілгектеле бастайды. Үшінші, қосымша білікшенің көмегімен әлгі ілгек сонымен тартылып әкетіледі де басқа біліктерден өткен кезде қыры бүгімделіп, содан кейін табақ келесі секцияға тап болады. Мұндай машиналардың бүктемелеу дәлдігі пышақты машиналардікінен сәл төмендеу. Алайда жұмыс істеу жылдамдығының жоғарылығы мен бүктемелеуді әр түрлі амалдармен жүргізуге мүмкінді-гі барлығы — кассеталық машиналардың сөзсіз артық жақтары болып табылады.
Күрделі дәптерлер әзірлеу. Егер кітапша типтес басылымдар көбінесе әдепкі мәтіндік дәптерлерден тұратын болса, кітаптық басылымдарда құрастырылған және бекітілген дәптерлер жинақтамасы болып табылатын блоктың құрамында бірсыпыра қосымша элементтердің болуы сипатты нәрсе. Кітап басылымдарының қосымша элементтердің қатарына: суреттік көркемдеу-жапсырмалары, форзацтар және табақтық бөліктің бөлігі жатады. Технологиялық нұсқамаларда бұл элементтердің әр түрлі типтері мен оларды дәптерлерге біріктірудің әр түрлі тәсілдері қарастырылған.
Суреттік көркемдеу-жапсырмалары көп ретте басылымның мәтіндік бөлігінен басқа қағазда және тіпті басудың басқа тәсілінде бөлек басылатын көп бояулы кескіндемелер болып келеді. Олар мәтіндік бөлікке басылымның сипатына және ол атқаратын қызметке байланысты әр түрлі біріктіріледі.
Біріктірудің қарапайым жолы — суреттік көркемдеуді жеке дәптерлік күйде бөлек басып, басылымға оны басқалармен қатар орналастыру. Бұл қосалқы жұмыстардан құтқарады. Бірақ олай ету тек суреттік көркемдеулер нақты мәтіндермен байланысты болмаған және оларды кітапта орналастыру осы мәніспен шектелінбеген жағдайда ғана қолданылуы мүмкін.
«Жапсырма» деп жинақталып біріктірілген термині онша дәл емес суреттік көркемдеулерді басылымдарға біріктірудің басқа амалдары қосымша уақыт шығындаумен байланысты. Соған орай олар: дәптерге желімдеме, дәптерге жапсырма, дәптерге қосымша болып ерекшеленеді.
Желімдеме деген суреттік көркемдеулерді желімделік қағазды пайдаланып мәтіндік дәптерлердің бірінші не соңғы бетіне түптеме бүктемесі бойымен біріктіру. Бұл операция толық механикаландырылған және ол форзац желімдеуіш автоматтарында орындалады.
Жапсырма біріктірудің ең күрделі тәсілі болып табылады. Өйткені мұнда суреттік көркемдеу дәптердің ішіне өзіне қатысты мәтіндер орналастырылған бетке жайғастырылады. Қолайлы деген кезде ол дәптерлердің ажырамасына желімделеді. Бірақ көп ретте, оған қажетті орынды ашу үшін әуелі дәптердің түбінің ілгегін кесуге тура келеді. Бұл жұмыс қолмен орындалады. Сондықтан аз таралымды ғылыми не аса көркем шығармалық басылымдар болмаса, бұл біріктіру амалының қолданыс шеңбері шектеулі.
Қ о с ы м ш а бір бүгімді бүктемелі төрт беттік дәптер түрінде әзірленген суреттік көркемдеулерді мәтіндік дәптердің ашылған қақ ортасына орналастыру. Жұмыстың бұл түрін орындау үшін арнаулы машиналар жасалған. Күрделі дәптердің бұл екі бөлігін бекіту соңынан буманы бекіткенде жүргізіледі.
О р а м а н ы ң бөліктері — суреттік көркемдеулі бір бүгімді бүктеме қосымшадағы амалға керісінше мәтіндік дәптердің сыртына жапсырылады.
Мәтіндік бөлік пен суреттік көркемдеулерді қосып біріктірудің жоғарыда сөз етілген амалдарына қоса, тағы да екі амал бар. Олардың өзіндік ерекшеліктері — суреттік көркемдеу тікелей дәптерлерге емес, аралық материалдарға желімделетіндікте. Бұл біріншіден, суреттік көркемдеуді өз тарапынан дәптер түптемесінің қырына желімделетін өзекке (берік қағаздың тілмесіне не коленкорға) желімдеу. Екіншіден, шағын көлемді суреттік көркемдеулердің паспортқа орамалануы мүмкін. Ал, паспорт дегеннің өзі желімделетін орынды көрсетіп тұратын, алдын-ала оймаланған не жақтау мен қоршалған басылымның өз көлеміндей көлемді берік қағаз табақ болып келеді.
Бұл екі амалдың екеуінде де жұмыс қолмен атқарылады. Еңбекті аса көп сіңіруді қажет етіп, басылымды қымбаттатындықтан, оларды қолдану аса сирек кездеседі.
Шағын көлемді суреттік көркемдеулер не паспортқа орамаланады (оның дәптерге негіздің көмегімен желімделуі де ықтимал), не өздеріне орын қалдырылуға тиісті дәптердің керекті бетіне тікелей жапсырылады. Көлемдері кейде басылым көлемінен бірнеше есе үлкен болып келетін суреттік көркемдеулер көп ретте қолмен кішірейтілген көлемде бүктемеленеді де, дәптерге жапсырылады. Мұнда олардың кіші көлемділерінің қажет болатын себебі, өңдеу барысында бума үш жағынан қиылып тасталады. Сондай жағдайда жапсырманың бүлінуі мүмкін. Егер үлкен көлемді тарихи карталардың сериясы болса, онда ең қолайлы жапсырмалар көп (мәселен, тарих жөніндегі оқулықта амалдап барлық карталарды бір көлемді етіп бүктеуді есептеу қажет). Содан кейін әлгілерден жасалған жиынтықтар бандарольге немесе жалпақ лента кейіпті қағаз орамға салынады да, оқулыққа қосымшаланады.
Тек кітап құрылысты басылымдарға ғана тән қосымша элементтердің басқа бір түрі, бірінші дәптердің бірінші бетіне және соңғы дәптердің соңғы бетіне біріктірілетік қағаздар-форзацтар болып табылады. Форзацтың қызметі кітап бумасы мен түптемелік қап араларын байланыстырып (ол сондай-ақ кітаптың ішкі безендірілу мағынасына да ие) тұру болғандықтан, онда бір тұтас жүйе ретіндегі кітаптың тиесілі ұзақ мерзімді қызмет етуін қамтамасыз етерліктей белгілі беріктік болуы да шарт. Форзацтардың он беске жуық түрлі құрылыстары белгілі. Олар бір-бірінен тек құрылыстары мен пайдаланылатын материалдары жағынан ғана емес, қайта-қайта ашып-жабуға төзгіштіктері жағынан да ерекшеленеді. Форзацтың он бес түрі ішінен өздерінің әзірленуі мен біріктірілуі қарапайым болып келетін бірнеше түрі жиі қолданылады.
Барлық жерге кеңінен тарап, қолданылып жүрген форзац түрі — жай желімдеме форзац. Бұл арнаулы форзацтық қағаздан жасалған бір бүгімді дәптер болып табылады. Ол мәтінді дәптерлерге форзац желімдеуіш автоматтардың көмегімен, суреттік көркемдеулерді желімдемелегендей, желімдемеленеді. Және ол 30 мм дейінгі көлемді кітаптардың бәріне арналған. Кемшілігі— онша берік еместігі. Оның бұл кемшілігі егер желімдеме белгіленген параметрлерге болса, дәптердің түптеме ернеуінен шегіністік мөлшер үлкейтіліп жіберілсе, біріктіру қисық жасалса, т.т.), одан сайын көбейе түседі.
Форзацтардың екінші түрі үлкен көлемді (30 мм-ден асатын) басылымдарды басып шығаруда қолданылатын көмкерме-форзац. Мұның жоғарыдағы форзацтан айырмашылығы, онда өзін дәптерге желімделенетін мен көмкерлестіретін ені 16-20 мм. қағаз не коленкор тілме жұлық болады, ашылуын әлденеше есе нығайтады. Мұндай форзацты тілме жұлық форзацтың біріктіру және көмкермелеу операциясы да толық механикаландырылған. Құрылысы жағынан қарастырғанда «ө з і н д і к» форзац қызметі бірінші дәптердің басылмаған бірінші төрт беті мен соңғы дәптердің сондай төрт беті атқарады. Мұндай форзацты қолдану басу үшін қасиеті тек нақ өзінікіне жуық офсеттік қағазды пайдаланған жағдайда ғана қолайлы. Және ондай форзац бума қалыңдығы 10 мм аспаған кезде ғана ыңғайлы деп есептелінеді.
Өздерінің құрылыстары күрделі әрі бүкіл жұмыс қолмен орындауды қажет ететіндіктен, форзацтың ғана түрлерін қолдануға кеңес берілмейді. Алайда, кейбір аса сирек жағдайда ғана, таралымдары 15 мың данадан аспайтын, жеке иелікті және ұзақ мерзімді пайдалануға есептелінген ерекше жауапты басылымдар үшін, ондай форзацтардың кейбіреулерін әзірлеуге рұқсат етіледі.
Көрініп отырғанындай, белгілі бір форзацты таңдау, ең алдымен, буманың қалыңдығы мен басылымның атқаратын қызметіне, дәлірек айтқанда, басылымның пайдалану жағдайларына байланысты екен.
Бума құрамына табақ бөлігінің бөлшегі өзінің жалпы көлеміне байланысты түрліше қосылады. Егер толық емес табақтан бүктемелеу кезінде жарты мөлшерлі дәптер жасалынса онда оны онсызда бірдей беріктікті емес құрылысты әлсіретпеу үшін, буманың ең соңына қалдырмай, ортасына таман, басқа толық дәптерлердің қасына орналастырады. Ал, егерде де табақ бөлігі бөлшегінен негізгі дөптердің 1/4 көлеміндей дәптер құрастырылған болса, онда толық дәптер бір-екі жарты дәптерге бөлінеді де, ол екі жартының біреуі «жұқа» дәптерге (дәптерге жапсырма да болуы мүмкін) толықтырылады, ал екіншісі жеке дәптер ретінде басқалармен бірге бумаға бекітіледі.
Түйін: Күрделі дәптерлерді әзірлеу кезінде немесе жинақтау процесінде толық емес дәптерлерді шатастырмау үшін, басылым баспа табақтың бірінші бетіне баспа табақтың номерін ғана емес, сонымен қоса бөлік бөлшегінің ауқымын да (мысалы, 12 не 17) көрсетіп тұратын жеке сигнатура қойылып отырылады.
Дәптерлерді жинақтау, бекіту тәсілдері.
Көлемді басылымдардың бастапқы элементтерін — жай және күрделі дәптерлерді одан әрі бумаға бекіту үшін біртұтас етіп жию процесін жинақтау деп аталады. Оның әр түрлі екі тәсілмен: қақ орталарынан ашылып дәптерлер бірінің үстіне бірі салынған жағдайда қосымшаланып және тұтас дәптерлер бірінің үстіне бірі салынған кезде — қатталып орындалуы мүмкін.
Жинақтау тәсілін таңдау басылымның көлеміне байланысты. Сондықтан ол басу формасына беттерді орналастыру, кітапшалау процестерінің сұлбалары мен сәйкесті жабдықтарды таңдау, дәптерлер жиынтықтамасын алудың белгіленген амалына байланысты болатындықтан технологиялық процесті жобалау сатысында-ақ баспа айқындалған болуға тиісті.
Кіші көлем жағдайында (бума қалыңдығы шамамен 80—84 бет құрайтын 7 мм. жуық), болашақ буманы, қаттаудан әлде қайда үнемді, қосымшалап жинақтау ұсынылады. Қосымшалау кітапшалу таралымын әзірлеу операцияларының санын мүлде азайтуға мүмкіндік береді. Өйткені мұнда дәптерлер сыртына тыстамасы табанда қапталып, сол мезетте бірдей бекітіледі. Бұл мұқабалауға қатысты жеке операция орындауды да, желім шығындауды да талап етпейді.
Қосымшалау механикаландырылған. Ол не дәптерлерді қақ ортасынан ашу және оларды тасымалдағышқа тастау қолмен жүзеге асырылатын қосымша тігу машиналарында, не кіші көлемді кітапшалар әзірленетін автоматты желілер болып келетін қосымшылау-тігу-кесу агрегаттарында орындалады.
Қалыңдығы 7 мм асатын басылымдар үшін жинақтаудың бұл тәсілі жарамсыз. Сондықтан ол қаттаумен ауыстырылуға тиіс.
Мұның басты себебі — қосымшаланатын дәптер саны өскен сайын қағазда өсе түсетін серпінді майысқақтық қасиеттің болуынан. Қағаздың майысқан парақтарының күшті серпінділігі олардың бүгімді тұстарының бір-біріне дұрыс жатпауын туғызады. Соның салдарынан буманың түптемесінде едәуір жуандайды. Бұл басылымның сиқын кетіріп қана қоймайды, сондай-ақ кітапшалардың үш жағынан дұрыс кесуге де кесірін тигізеді.
Орта және үлкен көлемді басылымдарды жинақтау үшін қолданылатын қаттаудың өзіндік артық жақтары бар. Ол технологиялық қолайлырақ: оны жүзеге асырғаннан кейін басылымды тек бума-бумамен ғана емес, дәптер-дәптер етіп те бекітуге болады. Бұл кітаптардың көпшілігіне тән, олардың бумаларын одан әрі толық өңдеу процесін ұйымдастыруға мүмкіндік береді. Қаттауды жүргізу үшін әр түрлі құрылымды табақ жинағыш машиналар жасалынған. Олар негізінде кідірістеп жылжитын тасымалдағыштар мен дәптерлер теңі тиелетін бірсыпыра секциялардан тұрады. Тасымалдағыш сәл кідірістегенде қысқыштар теңнің астынан бір дәптерді қысып алып шығады да, лентаға орналастырады. Сөйтіп келесі секцияның ішінде жатқан дәптер үстіне кезекті басқа дәптер салынады. Тиісті тәртібімен орналастырылған дәптерлердің жиынтығы қабылдау үстеліне толық шығарылып, біткенше жұмыс осылайша жалғасып жүре береді. Машина секциялар саны (12, 18, 24, 30 және 36) әр түрлі болады. Бұл бумалар көлемі салыстырмалы түрде шағын болғанда бір мезетте тек бір емес, тіпті екі-үш дәптер жиынтықтамасын алуға мүмкіндік береді. Аса үлкен көлемді қаттаулар (мәселен, томдары 50—60 дәптерден тұратын энциклопедиялар үшін) керісінше, жұпталған, үстеріне болашақ буманың бөліктері шығарылған, қосымша тасымалдағыштар жалғастырылған табақ жинағыш машиналарда жүзеге асырылады.
Жинақтау операциялары басылым тек дәптерлерден құрастырылатын жағдайда ғана жүзеге асырылмайды. Төрт жағынан кесілген (кітап-журнал өнімінің үлес-табақтары, ашықхаттар, плакаттар, т, т.) жеке басылынған парақтар да қатталып жиынтықталуы ықтимал. Көлемдері үлкен болғандықтан, плакат сериялары қолмен қатталынса, ашықхаттар үшін арнаулы жиынтықтау машиналары жасалынған. Басылымның жеке парақтарын қаттайтын да «Ординаматик» (Бельгия) типтес машиналар да бар.
Жинақтау кейде қолмен де жүргізіледі. Бұл тек екі өнім көлемдері жабдықтар пайдалануды көтермейтін кезде ғана жасалмайды. Ол таралым ондаған не жүздеген даналар ғана болып, қолмен істегеннен жабдықтарды дайындауға көп уақыт кететін жағдайда да жасалады. Мұндай кезде кітапшалаушылар үшін жұмыс орны үлкен жазық үстелдер түрінде жасалады да, дәптерлер не табақ теңдері солардың беттеріне белгілі ретпен жайылып қойылады. Қажеттілігі мен маңызы жоғарыда атап көрсетілгеніндей, басқа да кез келген технологиялық операциялар сияқты, жинақтау да сапаны тексерумен аяқталады. Дәптерлердегі белгі жүйелері бойынша тексерме көзбен жүргізіледі. Ондайда әдетте ең алдымен дәптелерді бірінші беттерінің төменгі сол жақ бұрыштарына қойылатын шама мен сигнатураға зер салынады. Осындай қарапайым тексерменің өзі-ақ, бірсыпыра қатенің кетпеуіне көмегін тигізеді. Және ол, тіпті, бірінің ішіне бірі салынатындықтан ішкі және сыртқы белгілердің бірін үстіңгі дәптерлер, ең соңында мұқаба біртелеп жауып кеткендіктен, әсіресе қосымшалау барысында жіберілетін кейбір елеулі кемшіліктерді де жібермеуге мүмкіндік жасайды.
Негізгі әдебиет (1 нег. [6-20], 12 нег. [16-22)
Қосымша әдебиет (1 қос. [3-25], 2 қос. [3-25])
Бақылау сұрақтары
1. Таңба басылған табақтарда бүктеудің тәсілдерін көрсет және бүктеме санына байланысты беттердің саны неше болады?
2. Блокты жинақтау машинасындағы жинақталу ретін айтып беріңіз.
3. Жіппен тігу машинасының маркасын ата және жұмыс істеу принципін айтып беріңіз?
4. Металдандырылған бояулармен басудың қандай ерекшелігі бар?
5. Сапалы материалдарға ерекше өрнек салу не?
6. Бүгіліміз салу не үшін керек?
7. Бояусыз өрнектеу дегеніміз қандай процесс?
8. Баспа-таңбаларды нөмірлеу қандай мақсатпен басылады?
9. Перфорацияны қалай орындайды?
10. Ойып тесік жасау (высечка) және өнімнің жиегін керту фигуралы етіп қию қандай өнімдерге тиесілі процесс?
Дата добавления: 2015-08-21; просмотров: 598 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Бақылау сұрақтары | | | Дәріс тақырыбы №13. Әр түрлі әдістермен блоктарды бекіту. Мұқабалар мен түптеу қаптардың түрлері. |