Читайте также:
|
Твердые сплавы выпускают в виде пластин различной формы, которые либо припаивают к державке, либо крепят к ней механическим путем (сменные многогранные пластины). Режущую способность инструментов с припаянными пластинами после изнашивания восстанавливают перетачиванием, а многогранные пластины поворачивают, в результате чего в работу включается новое (незатуплённое) лезвие или незатуплённая его часть (у круглых) пластин.
Сменные многогранные твердосплавные пластины подразделяют на следующие типы.
1. По назначению: режущие, опорные, стружколомающие. Опорные пластины применяют для увеличения срока службы корпуса режущих инструментов. Стружколомы предназначены для резцов, оснащенных плоскими пластинами трех- и четырехгранной формы.
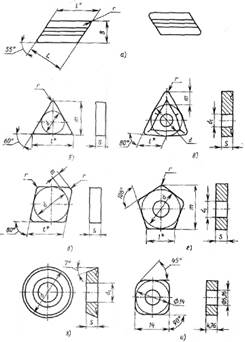
2. По форме: трехгранные, квадратные, ромбические с наименьшими углами при вершине 35°, 55°, 75°, 80°, параллелограммные с углами при вершине 55°, 84°, 85° "(рис.а) круглые, пятигранные, шестигранные и шестигранные с углом при вершине 80° (рис.в).
3. По конструкции: без отверстия (рис.б), с отверстием (рис.е).
4. По форме передней поверхности: плоские со стружколомающими канавками с одной или двух сторон (рис. ж).
5. По значению задних углов: 0°, 11°,20° (рис.з).
6. По оформлению вершины лезвия: с радиусом (рис.ж), с фасками (рис.и).
7. По размерам: диаметру вписанной окружности d 6,35; 15,875; 19,050 мм и толщине S, равной 3,18; 4,76 и 6,35 мм.
Резцы с припаянными твердосплавными пластинами просты по конструкции, технологичны, виброустойчивы, удобны в эксплуатации и по внешнему виду мало отличаются от резцов из быстрорежущих сталей. Однако они обладают существенными недостатками. Коэффициент линейного расширения твердых сплавов в 2 раза меньше, чем у конструкционных сталей. При остывании места спая материал корпуса сжимается больше, чем пластина из твердого сплава, которая подвергается внецентровому сжатию. В пластине возникают напряжения, которые могут вызвать образование микротрещин на поверхности пластины. Таким образом, физико-механические свойства пластин ухудшаются и уменьшается прочность режущей кромки. Вероятность образования микротрещин увеличивается, если корпус подвергнуть термической обработке после напайки пластины. В процессе работы корпус под пластиной твердого сплава сминается, что приводит к отпаиванию или поломке пластины. Вследствие этого число переточек твердосплавных напайных резцов составляет всего 4—6, что приводит к увеличению расхода твердых сплавов и конструкционной стали для изготовления корпусов. Приведенные недостатки отсутствуют у резцов с механическим креплением пластин.
Режущий инструмент оснащенный пластинами из твердого сплава в современном машиностроении находят весьма широкое и повсеместное применение при сверлении чугуна, торцевом и цилиндрическом фрезеровании, зенкеровании, развертывании. Неперетачиваемые пластинки, как показывает их название, не перетачиваются в процессе эксплуатации, затупившиеся пластины заменяют на новые. Для получения точности точные многогранные пластинки получают путем сортировки. К примеру, пятигранные пластины поджимаются двумя поверхностями к сторонам угла закрепленного шаблона, и по положению стрелки на шкале индикатора определяют партию, в которую попадет измеренная пластинка (угол шаблона соответствует углу при вершине пластинки). В заготовках для инструмента фрезеруют паз под пластинку и затем напаивают их, затем шлифуют поверхности в соответствии с конструкцией и тех требованиями.
Дата добавления: 2015-10-21; просмотров: 101 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Вопрос 16. Правка заготовок, отрезка, центрирование | | | Вопрос 18. Виды и методы получения заготовок для режущего инструмента |