Читайте также:
|
Стыковую сварку производят на электросварочных стыковых машинах. Свариваемые заготовки (рис.) зажимают между контактными губками и после подогрева осаживают. 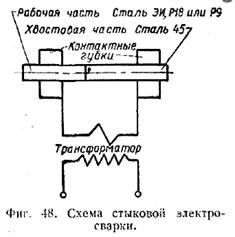
Контактную стыковую сварку можно выполнять методом сопротивления или методом оплавления на стыковых электросварочных машинах. В первом случае включение тока производят после сближения свариваемых заготовок до упора, и сварка происходит под давлением разогретого до пластического состояния в зоне контакта заготовок металла с выключением тока после окончания сварки. Этот вид сварки требует очень тщательной подготовки и очистки свариваемых поверхностей заготовок и сравнительно мало распространен. При сварке методом оплавления ток включают до сближения и обжатия заготовок. При сближении торцов свариваемых заготовок происходит интенсивный нагрев металла. После подогрева свариваемых поверхностей на достаточную глубину заготовки осаживают быстрым движением с помощью механизма подачи при выключенном токе. Различают три способа ведения сварки:
а) сварка непрерывным оплавлением без подогрева, сопровождаемая сильным новообразованием и характеризуемая повышенным расходом металла на оплавление и осадку, высокой производительностью и узкой зоной разогрева свариваемых заготовок;
б) сварка с подогревом прерывистым оплавлением, осуществляемая чередованием замыканий и размыканий свариваемых
заготовок под током и характеризуемая менее интенсивным процессом сварки, чем в предыдущем случае, и значительно меньшей потерей металла на оплавление;
в) сварка с подогревом сопротивлением, практически не имеющая потерь металла на упрочнение свариваемых заготовок и требующая более подготовленных и квалифицированных рабочих.
Стыковою сварку режущего инструмента обычно производят с подогревом путем прерывистого оплавления и реже с подогревом сопротивлением.
Для лучшего контакта свариваемых поверхностей заготовок друг с другом и с зажимами электросварочного аппарата заготовки перед сваркой подвергают очистке от окалины, грязи, масла.
Очистку производят обдувкой песком, травлением в кислотах или зачисткой на точильном станке.
Во время сварки заготовки должны быть плотно зажаты в губках (зажимах) машины. Смещение осей заготовок одной относительно другой допускается неболее 0,5 мм.
Качество сварного шва проверяют после отжига путем удара заготовок о металлическую плиту.
Дата добавления: 2015-10-21; просмотров: 135 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Вопрос 10. Технологический процесс изготовления дискового инструмента. | | | Вопрос 5 (14). Методы упрочнения инструментов |