|
Читайте также: |
Індивідуальні завдання для виконання практичних робіт
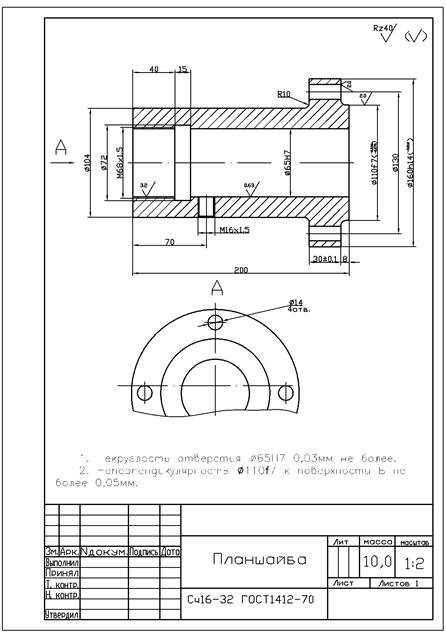
А.1 Креслення деталей групи “втулки”





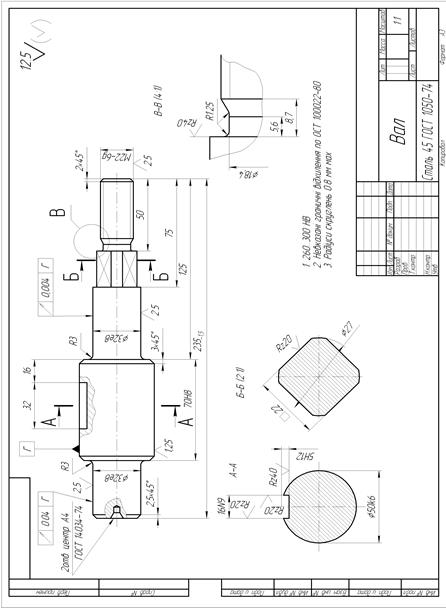
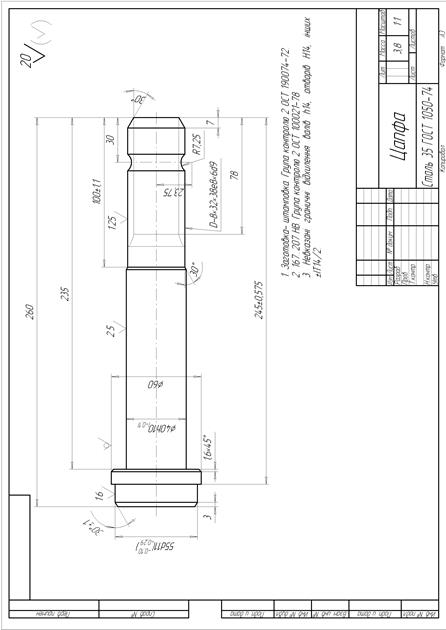
А.2 Креслення деталей групи “вали ступінчаті"




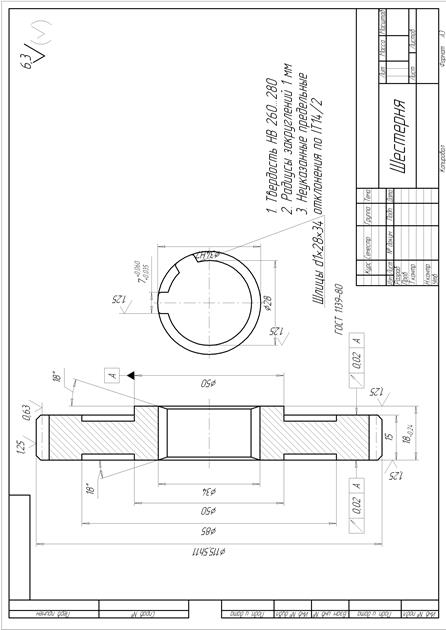
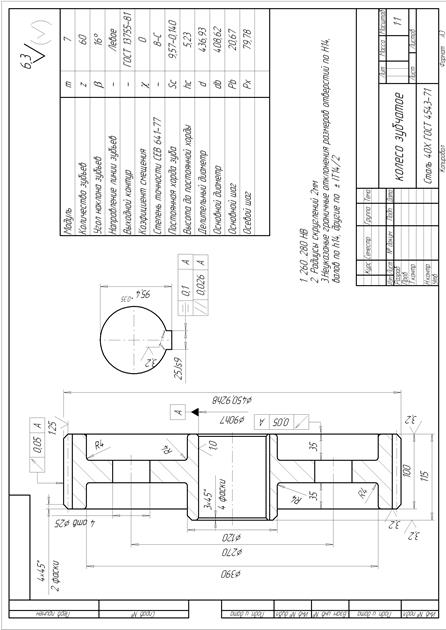
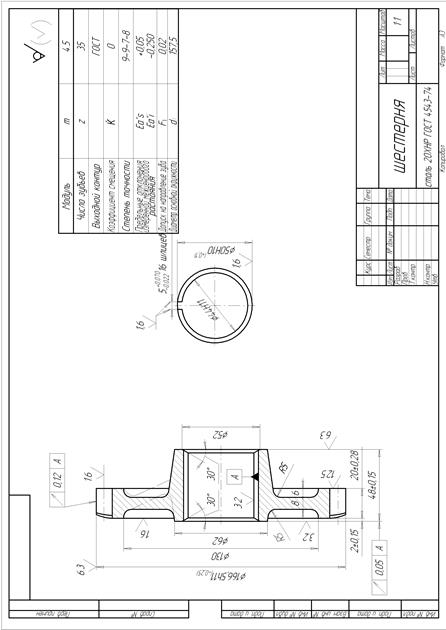
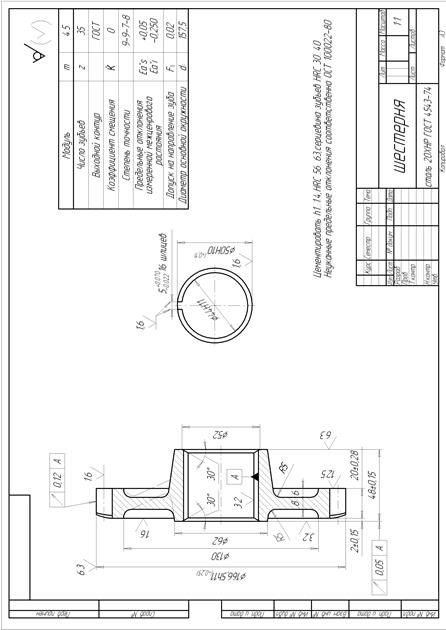
А.3 Креслення деталей групи “вали-шестерні”






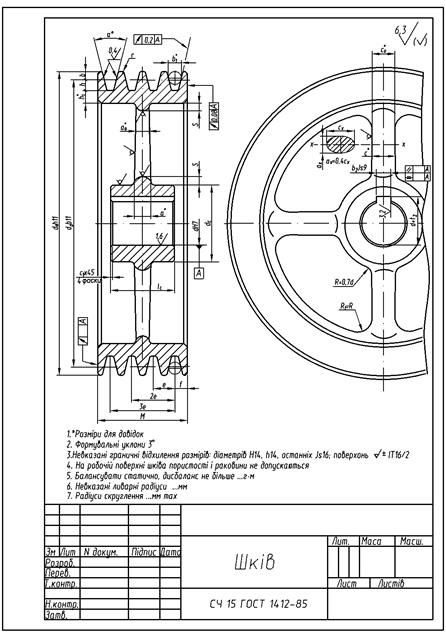
А.1 Креслення деталей групи “шківи"





Таблиця А.1 – Параметри шорсткості та відповідні
до них класи чистоти
| Класи чистоти поверхні | Параметри шорсткості за ГОСТ 2789-73 | Позначення параметрів шорсткості за ГОСТ 2.309-73 | ||
| Ra, мкм | Rz, мкм | Ra | Rz | |
| 80-50 | 320-200 |  80 63 50 80 63 50
| 320 250 200 | |
| 40-25 | 160-100 | 40 32 25 | 160 125 100 | |
| 20-12.5 | 80-50 | 20 16 12.5 | 80 63 50 | |
| 10-6.3 | 40-25 | 10 8 6.3 | 40 32 25 | |
| 5-3.2 | 20-12.5 | 5 4 3.2 | 20 16 12.5 | |
| 2.5-1.6 | 10-8.0 | 2.5 2.0 1.6 | 10 8 | |
| 1.25-0.8 | 6.3-4.0 | 1.25 1.0 0.8 | 6.3 5.0 4.0 | |
| 0.63-0.4 | 3.2-2.0 | 0.63 0.5 0.4 | 3.2 2.5 2.0 | |
| 0.32-0.2 | 1.6-1.0 | 0.32 0.25 0.2 | 1.6 1.25 1.0 | |
| 0.16-0.1 | 0.8-0.5 | 0.16 0.125 0.1 | 0.8 0.63 0.5 | |
| 0.08-0.05 | 0.4-0.25 | 0.08 0.063 0.05 | 0.4 0.32 0.25 | |
| 0.04-0.025 | 0.2-0.125 | 0.04 0.032 0.025 | 0.2 0.16 0.125 | |
| 0.02-0.0125 | 0.10-0.063 | 0.02 0.016 0.012 | 0.1 0.08 0.063 | |
| 0.01-0.008 | 0.05-0.025 | 0.01 0.008 | 0.05 0.04 0.025 |
Таблиця А.2 – Зв’язок між ступеням точності розташуванням і точністю розмірів
| Ступінь точності розташування (паралельність, перпендикулярність, співвісність відносно бази) | Точність розміру | Параметри шорсткості, Ra, мкм |
| ХІІ ХІ Х ІХ VIII VII VI V - III | IT14 IT12 IT11 IT10 IT9 IT8 IT7 IT6, IT5 | 6.3-12.5 6.3-12.5 3.2-6.3 3.2-6.3 1.6-3.2 1.6-3.2 1.6-3.2 0.8-1.6 |
Таблиця А.3 – Співвідношення між допусками розміру, форми та параметрами шорсткості поверхонь
| Відносна геометрична точність | Середнє співвідношення допусків форми та розміру
 % %
| Середнє арифметичне відхилення Ra не більше | Висота нерівностей профілю за десятьма точками Rz не більше |
| Нормальна Підвищена Висока Особливо висока | 16 і менше | 0,05Т 0,025Т 0,012Т 0,15Тф | 0,2Т 0,1Т 0,05Т 0,6 Тф |
Таблиця А.4 – Типова схема послідовності етапів обробки заготовки
| Етапи | Зміст етапів і кінцеві характеристики точності та жорсткості геометричних параметрів |
| Заготівельний – отримання заготовки та її термообробка. Обробка поверхонь, що будуть використані в якості технологічних баз на наступних етапах (з наданням її заданого положення відносно основних баз деталі та системи необробляемих поверхонь) Чорнова обробка головних поверхонь, що мають найбільше значення для роботи деталі у виробі, найбільшої довжини, на яких не припустимі дефекти. Точність і ІТ12 – ІТ 14. Форма і розташування 10-12 ступеня. Rz = 50-160 (▼3-▼2) Термообробка для зняття внутрішніх напружень І і ІІ роду. Правлення баз і напівчистова обробка головних поверхонь. Точність розмірів ІТ11-ІТ12 форма і розташування 8-9 ступеня, Rz=12.5-50 (▼5-▼3) Термообробка для поліпшення якості серединних та поверхневих шарів матеріалу деталі. Правлення баз і чистова обробка головних базових поверхонь. Точність розмірів ІТ8-10 форма і розташування 6-8 ступеня, Rz =4,0-12,5 Ra =0.8-3.2(▼7-▼5). Виконання другорядних операцій (свердління, зняття фасок, прорізання канавок тощо) та обробка легко пошкоджуемих поверхонь (нарізання різі). Кінцева обробка головних поверхонь. Точність розмірів ІТ 5-7 форма і розташування 4-5 ступеня, Rz =0,5-2,0 Ra =0.1-0,4(▼10-▼8). Підбирання за масою, зачищення задирків і притуплення гострих краев. Гальванічний – храмування, нікелювання та інше. Викінчувальний – жорсткість Ra =0.08-0,02(▼13-▼11). Кінцевий контроль. |
Таблиця А.5 – Маршрути обробки поверхонь (МОП) в залежності від точності та шорсткості зовнішніх циліндричних поверхонь.
| Параметри точності і шорсткості поверхні | Маршрути обробки поверхонь | ||
| Квалітет точності | Шорсткість | № п/п | Вид і метод обробки |
| 11–10 10–9 9-7 8-7 8-6 7-5 | Ra =10+5 Ra =5+2,5 Ra =2,5+0,63 Ra =1,25+0,63 Ra =0,63+0,32 Ra =0,63+0,32 Ra =0,63+0,32 Ra =0,32+0,15 Ra =0,32+0,08 | Обточування однократне Обточування чорнове Обточування чистове Обточування однократне Шліфування однократне Обточування чорнове Обточування чистове Шліфування однократне Обточування чорнове Обточування чистове Обточування тонке Обточування однократне Шліфування чорнове Шліфування чистове Обточування чорнове Обточування чистове Шліфування чорнове Шліфування чистове Обточування чорнове Обточування чистове Шліфування чорнове Шліфування чистове Обточування чорнове Обточування чистове Шліфування чорнове Шліфування чистове Шліфування тонке |
Таблиця А.6 – Маршрути обробки поверхонь в залежності від точності і шорсткості внутрішніх циліндричних поверхонь.
| Параметри точності і шорсткості поверхні | Маршрути обробки поверхонь | |
| Квалітет, точності | Шорсткість | Метод обробки |
| 8-7 8-7 8-7 8-7 8-7 8-7 8-7 8-7 8-7 | Ra =40+20 Ra =10+2,5 Ra =5+1,25 Ra =2,5+0,32 Ra =2,5+0,63 Ra =2,5+0,32 Ra =1,25+0,32 Ra =1,25+0,32 Ra =1,25+0,32 Ra =10+2,5 Ra =40+5 Ra =20+5 Ra =5+1,25 Ra =10+2,5 Ra =2,5+0,63 Ra =1,25+0,32 Ra =1,25+0,15 Ra =1,25+0,15 Ra =0,32+0,04 Ra =0,16+0,02 | У суцільному металі Свердління Свердління і зенкерування Свердління і розвертання Свердління і протягування Свердління, зенкерування і розточування Свердління і двохкратне розвертання Свердління, зенкерування і двохкратне розвертання Свердління, зенкерування і шліфування Свердління, протягування і калібрування В заготовках з отворам Зенкерування або розточування Розсвердлювання Двохкратне зенкерування або двохкратне розточування Зенкерування або розточування і розвертання Зенкерування і розточування Двохкратне зенкерування і розвертання або двохкратне розточування і розвертання Зенкерування або розточування і двохкратне розвертання Зенкерування або двохкратне розточування і двохкратне розвертання або тонке розточування Прогресивне протягування і шліфування Зенкерування або двохкратне розточування і хонінгування Зенкерування і розточування, тонке розточування і хонінгування |
Таблиця А.7 - Маршрути обробки поверхонь в залежності від точності і шорсткості плоских поверхонь.
| Параметри точності і шорсткості поверхні | Методи обробки | |
| Квалітет точності | Шорсткість | |
| 14-11 12-11 9-7 11-10 9-7 9-8 | Ra =20+1,25 Ra =5+1,25 Ra =2,5+0,63 Ra =2,5+0,15 Ra =5+0,63 Ra =2,5+0,32 Ra =2,5+0,15 Ra =2,5+0,32 Ra =0,63+0,08 Ra =0,32+0,04 | Стругання і фрезерування циліндричними і торцовими фрезами Чорнове Напівчистове та однократне Чистове Тонке Протягування Чорнове литих і штампованих заготовок Чистове Шліфування Однократне Чорнове Чистове Тонке |
Таблиця А.8 – Економічна точність і шорсткість методів обробки зубців зубчастих коліс.
| Метод обробки | Ступінь точності за ГОСТ 1643-81 | Шорсткість |
| Фрезерування: чорнове чистове дисковою фрезою чистове черв’ячною фрезою Довбання чистове Протягування Стругання чистове Шевінгування Шліфування | 9-10 8-9 7-9 6-8 6-7 5-7 6-7 4-5 | Ra =20+2,5 Ra =10+5 Ra =10+5 Ra =5+0,63 Ra =5+0,63 Ra =5+0,63 Ra =2,5+0,32 Ra =1,25+0,15 |
Дата добавления: 2015-10-21; просмотров: 391 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Технічне нормування операцій групового технологічного процесу. | | | С именем Аллаха Милостивого, Милосердного ! |