Читайте также:
|
Проектування комплексної деталі проводиться в наступній послідовності:
1 Розташовують креслення чи ескізи деталей сформованої групи в ряд за ступенем їх складності. Нумерують всі поверхні, що утворюють конфігурацію деталей групи, і визначають їх характер (вид, тип). Якщо в групі виявиться деталь, що має усі пронумеровані поверхні, то вона приймається як реальна комплексна деталь. Частіше за все такої деталі в технічній групі немає.
2 Тоді за вихідну беруть деталь з найбільшою кількістю поверхонь і до її конструкції послідовно приєднують чи додають елементи (поверхні), яких не має у вихідної деталі. В результаті отримуємо штучну комплексну деталь.
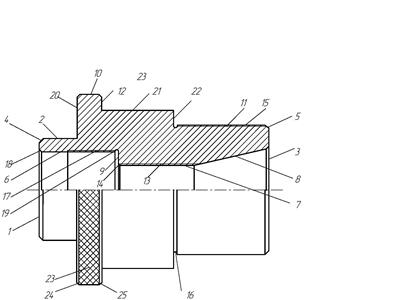
Комплексну деталь отримують методом накладання. Цей метод полягає в тому, що технолог бере із ряду відібраних деталей одну найбільш характерну деталь і викреслює її. Потім розглядаються деталі, що відрізняються від викресленої іншими геометричними елементами (поверхнями). Ці нові (інші) поверхні накладаються на креслення. Таким чином, створюється деталь, що містить всі елементарні поверхні деталей групи. Комплексна деталь для групи „втулки” представлена на рис 2.1
3 Виконують технологічну розмітку поверхонь комплексної деталі, встановлюють їх характер (вид, тип). Доцільно переглянути і уточнити нумерацію відповідних поверхонь кожної деталі групи.
4 Встановлюють геометричні і якісні показники поверхонь комплексної деталі. Точність геометричних розмірів і якість поверхонь комплексної деталі призначають, виходячи із найвищої точності і якості відповідних поверхонь конкретних деталей групи. Складають таблицю 2.1 – Показники геометричної точності поверхонь комплексної деталі.
Приклад №2 Спроектувати комплексну деталь для технологічної групи „втулки” та встановити геометричні і якісні показники поверхонь комплексної деталі.
РОЗВ`ЯЗАННЯ
1 Розглянемо конструкції деталей групи (рисунок2.1), підраховуємо кількість поверхонь кожної деталі з метою виявлення серед них деталі, що має всі пронумеровані поверхні (аналіз результатів показує, що такої деталі в групі немає), або деталі, що містить найбільшу кількість пронумерованих поверхонь. Для штучного створення комплексної деталі як вихідну деталь за конструкцією і кількістю елементарних поверхонь можна взяти наступні деталі:
- к, яка має 15 елементарних поверхонь,
- л, яка має 17 елементарних поверхонь,
- м – має 18 елементарних поверхонь.
2 Беремо за вихідну деталь м як таку, що має на зовнішній поверхні всі елементарні поверхні деталей групи. Але внутрішня поверхня цієї деталі спрощена. Вона не має циліндричні розточки, які є у деталей ж, з, и, к, л, а також не має таких елементів як 19 – канавка внутрішня, 17 – різь внутрішня до упору, 13 – різь внутрішня на вихід, 6, 9 – циліндрична розточка.
3 До конструкції деталі м послідовно приєднуємо (додаємо) елементарні поверхні, яких не вистачає:
- в маточині з правого торця викреслюємо (накладаємо) циліндричну розточку з внутрішньою різзю і внутрішньою канавкою, тобто додаємо поверхні 6, 9, 17, 19 і внутрішню фаску 18;
- на поверхні осьового наскрізного отвору додаємо тонку лінію внутрішньої різі та фаски. Це забезпечує наявність у комплексної деталі різі внутрішньої навихід 13 та фаски 14, які мають деталі д, з, к.
Таким чином отримуємо креслення-ескіз штучної комплексної деталі, що має всі елементи (поверхні) реальних деталей групи, це дає змогу проводити проектування ГТП. Штучна комплексна деталь групи „втулки” представлена на рисунку 2.1.
4 Виконуємо технологічну розмітку поверхонь комплексної деталі і встановлюємо їх характер (вид, тип) та складаємо таблицю узгодження поверхонь деталей групи і комплексної деталі, дивись рисунок 2.1
Комплексна деталь має 25 елементарних поверхонь. При проектуванні маршрутів обробки основних поверхонь комплексної деталі і розробці маршруту групового технологічного процесу буде використовуватись нумерація комплексної деталі.
1 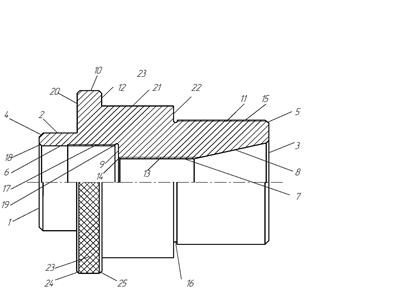
 - торець зовн. лів крайній 14 – фаска внутрішня 1х45° права
- торець зовн. лів крайній 14 – фаска внутрішня 1х45° права
2 - циліндрична зовнішня d4 15 - різь зовнішня до упору
3 - торець зовн. правий крайній 16 - канавка зовнішня
4 - фаска зовнішня 1х45° ліва 17 - різь внутрішня до упору
5 - фаска зовнішня 1х45° права 18 - фаска внутрішня 1,5х45° до
6 - отвір циліндричний D1 упору
7 - отвір циліндричний D2 19 - канавка внутрішня
8 - конічна внутрішня 20 - торець фланця правий
9 - торець внутрішній лівий 21 - циліндрична зовнішня d2
10 - циліндрична зовнішня d1 22 - торець маточини правий
11 - циліндрична зовнішня d3 23 - накатка
12 - торець фланця правий 24 - фаска фланця 1х45° ліва
13 - різь внутрішня навихід 25 - фаска фланця 1х45° права


|  1 1
| 
| ||||||||||||||||||||||||
 б б
| + | + | + | + | + | + | ||||||||||||||||||||
| в | + | + | + | + | + | + | + | + | + | |||||||||||||||||
| г | + | + | + | + | + | + | + | + | ||||||||||||||||||
| д | + | + | + | + | + | + | + | + | + | |||||||||||||||||
| е | + | + | + | + | + | + | + | + | + | + | ||||||||||||||||
| ж | + | + | + | + | + | + | + | + | + | |||||||||||||||||
| з | + | + | + | + | + | + | + | + | + | + | + | + | ||||||||||||||
| и | + | + | + | + | + | + | + | + | + | + | + | + | ||||||||||||||
| к | + | + | + | + | + | + | + | + | + | + | + | + | + | + | + | |||||||||||
| л | + | + | + | + | + | + | + | + | + | + | + | + | + | + | + | + | + | |||||||||
| м | + | + | + | + | + | + | + | + | + | + | + | + | + | + | + | + | + | + | ||||||||
 а а
| + | + | + | + | + | + | + | + | + | + | + | + | + | + | + | + | + | + | + | + | + | + | + | + | + |
Рисунок 2.1 – Ескіз комплексної деталі технологічної групи “втулки”
Таблиця 2.1 – Показники геометричної точності і якості поверхонь комплексної деталі групи „втулки”.
 |
| Номер повер-хні | Характеристики поверхні | Геометр. виконавчий розмір | Показники точності і якості поверхонь | ||||||||||
| Вид | Тип | Квалітет ІТ | Точність форми і взаємного розміщення | Шорткість | Твердість | ||||||||
| / о / | ã | | // | ^ | |||||||||
| . . Циліндр . . Циліндр | зовн. внутр | Æ38k6 Æ22Н7 | k6 Н7 | 0,02 | 0,01 | 0,02 0,02 | 1,25 0,8 | HRC46-51 |
Встановлюємо геометричні і якісні показники усіх поверхонь комплексної деталі. Аналізуємо показники точності і якості поверхонь таблиці 1.1, шукаємо і робимо позначку * біля номерів поверхонь (наприклад, 8*), які мають найвищі показники. Призначаємо ці показники відповідним поверхням комплексної деталі. Наприклад:
- поверхні 21 комплексної деталі призначаємо: виконавчий розмір Æ38k6, допуск на циліндричність – 0,02; радіальне биття – 0,02; шорсткість – Ra 1,25; твердість - HRC 46 – 51 (в деталі з);
- поверхні 6 – отворів циліндричний призначаємо: Æ22Н7, допуск на неспіввісність – 0,01; радіальне биття – 0,02; шорсткість – Ra 0,8 тощо (в деталі и).
Ці показники поверхонь комплексної деталі необхідно занести в таблицю 2.1 поверхонь (наприклад -8*), які мають найвищі показники. Призначаємо ці показники відповідним поверхням комплексної деталі. Наприклад:
- поверхні 21 комплексної деталі призначаємо: виконавчий розмір Æ38k6, допуск на циліндричність – 0,02; радіальне биття – 0,02; шорсткість – Ra 1,25; твердість - HRC 46 – 51 (в деталі з);
- поверхні 6 – отворів циліндричний призначаємо: Æ22Н7, допуск на неспіввісність – 0,01; радіальне биття – 0,02; шорсткість – Ra 0,8 тощо (в деталі и).
Ці показники поверхонь комплексної деталі необхідно занести в таблицю 2.1.
Дата добавления: 2015-10-21; просмотров: 193 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| РОЗВ'ЯЗАННЯ | | | Основні теоретичні положення та методичні вказівки |