|
Читайте также: |
Принятая в организации система управления должна способствовать непрерывному улучшению качества результатов труда. Процесс улучшения работы представляет собой комплекс мероприятий, которые дополняют друг друга и создают условия для совершенствования деятельности. Персонал таможенного органа должен осознать то, что каждый процесс может быть выполнен эффективнее.
Семинары по проблемам качества и эффективности, организуемые на рабочих местах, должны продолжать работу по изучению процессов с целью выявления и предупреждения вновь появляющихся причин ухудшения качества результатов труда.
При правильном применении этой методологии процесс систематического улучшения качества всегда срабатывает. Не срабатывает он только в том случае, когда руководство неправильно его использует или не принимает в нем действенного участия.
В литературных источниках [14,25] представлены описания инструментально- методических средств, применяемых в процессе работы с несоответствиями. В качестве примера ниже приведены методика построения или корректировки карты технологического процесса и методика применения контрольных карт.
Карта технологического процесса может применяться для упорядочения или рационализации действий (рабочих операций), выполняемых исполнителями в процессе таможенного контроля объектов внешней торговли. При построении и анализе карты технологического процесса зачастую можно обнаружить потенциальные источники нарушений. Подобные карты могут применяться к любому процессу или его части.
При построении карты технологического процесса обычно используются следующие процедуры:
— определяются цель построения карты технологического процесса и границы рассматриваемой процедуры;
— определяется состав участников процесса (подразделения таможенного органа или конкретные должностные лица, участники ВЭД, таможенные брокеры (представители), местные налоговые, финансовые и правоохранительные органы, объекты околотаможенной инфраструктуры и др.);
— составляется общая предварительная последовательность всех операций, образующих изучаемый технологический процесс;
— составляется перечень всех предметов и средств труда, вовлекаемых в технологический процесс (документация, информация, материалы, ТСТК, оборудование);
— в отношении каждого предмета труда определяется и отражается в карте от кого он поступает (или кто его поставляет), кто его принимает и что с ним делает;
— в отношении каждого средства труда определяется, кто проверяет его качество (техническую исправность) и кто непосредственно использует в работе;
— по каждой технологической операции идентифицируется результат труда, который передается на следующую операцию (состав выходных данных);
— в отношении каждого промежуточного результата труда определяется, кто его принимает и что с ним делается далее;
— окончательно дорабатывается предварительная технологическая схема.
В процессе доработки технологической схемы проверяется следующее:
— все ли потоки работ, документов и информации правильно связывают входы и выходы технологического процесса; правильно ли отражает карта технологического процесса последовательный и параллельный характер отдельных операций;
— отражает ли карта случаи реагирования на несоответствия и необходимость повторного выполнения отдельных операций;
— точно ли отражает карта все решения, принимаемые в ходе технологического процесса;
— соответствует ли карта реальному технологическому процессу;
— надо ли создавать новые технологические документы.
Контрольные карты применяются для контроля стабильности рабочих характеристик технологических процессов. С их помощью в течение определенного времени можно выявлять отклонения контролируемых параметров от принятого стандарта или согласованной цели и изучать возможности технологического процесса и характер его изменчивости.
Концепция контрольных карт построена на следующих принципах:
— все процессы с течением времени отклоняются от заданных характеристик;
— каждая конкретная реализация процесса не может быть заранее определена;
— статистически стабильный процесс отклоняется в прогнозируемых пределах;
— статистически нестабильный процесс выходит за прогнозируемые пределы.
В зависимости от вида контролируемых параметров на контрольной карте предусматриваются координаты для средних значений параметров, размахов и разброса конкретных реализаций.
Процедуры ведения контрольных карт заключаются в следующем:
— устанавливаются виды статистических параметров, по которым предполагается осуществлять ведение контрольных карт;
— выбирается тип контрольной карты, соответствующий установленным параметрам;
— по имеющимся или специально собранным фактическим данным определяются базовые статистические характеристики массива параметров (среднее значение, среднеквадратическое отклонение, размах) и устанавливаются статистически нормальные рабочие пределы регулирования;
— среднее значение параметра, а также верхний и нижний пределы регулирования наносятся на контрольную карту;
— выясняются требования заказчика и потребителя к значениям регулируемых параметров и также наносятся на контрольную карту;
— устанавливаются периодичность измерения контролируемых параметров, объем контролируемой партии (количество измерений) и определяется должностное лицо, которое должно производить необходимые вычисления и вести контрольную карту;
на контрольную карту наносятся фактически измеряемые значения параметров, анализируется их расположение относительно предельных значений и вычисляются статистические характеристики по произведенной выборке. При необходимости изменяются предельные характеристики параметров для следующих измерений. На рис. 4 приведен пример построения контрольной карты Шухарта.

|
Построенные тем или иным способом таможенные процедуры или технологические карты таможенных процессов необходимо по мере их применения постоянно улучшать (совершенствовать). В этом заключается сущность обеспечения соответствия таможенных процедур современным требованиям.
Улучшение процессов, после того как обнаружено какое-то их несоответствие установленным или другим требованиям, предполагает уточнение (идентификацию) этого несоответствия, выявление его причин, разработку мер по его предотвращению, реализацию этих мер и последующее подтверждение, что принятые меры устранили это несоответствие.
На каждом из этих этапов применяются соответствующие приемы и методы, которые можно классифицировать по этапам улучшения таможенных процедур (табл. 2). Такая классификация методов улучшения, безусловно, неоднозначна, так как некоторые методы и приемы могут использоваться на разных этапах исследования систем управления. Однако она позволяет практическим работникам выбирать доступные им формы при решении задач улучшения таможенных процедур.
При анализе таможенную процедуру целесообразно рассмотреть под углом зрения шести классических вопросов: что, кто, во взаимодействии с кем, как, где, когда. Они дают, практически, полное представление об объекте деятельности и управлении ею. Отвечая на эти вопросы, сотрудник уясняет:
- что делается и почему, чем обосновано содержание изучаемых функций, какие критерии объекта деятельности должны быть выполнены в процессе работы, уровень соблюдения этих критериев, в чем заключаются отклонения от установленных требований;
Таблица 2
Классификация методов и приемов улучшения таможенных процедур по этапам процесса улучшения
| Этап процесса улучшения | Рекомендуемые методы и приемы процесса улучшения | |
| 1. | Сбор и сопоставление исходных данных для анализа и идентификации сущности несоответствия. Выявление причин несоответствия | 1. Разработка форм сбора данных. 2. Методы прямого или косвенного наблюдения и измерения (наблюдательные листы, фотография рабочего дня, контрольные карты). 3. Сравнение. 4. Анализ затрат на реализацию таможенной процедуры. 5. Анализ документов и информационных материалов. 6. Систематизация факторов, оказывающих влияние на появление несоответствия. 7. Построение причинно-следственных диаграмм. 8. Построение «диаграммы сродства», «дерева проблем» и «дерева целей». 9. Вычисление статистических характеристик массивов однородных данных (среднее значение, среднеквадратическое отклонение, размах, коэффициент вариации, абсолютная и относительная ошибка среднего значения) и их применение для: - ведения контрольных листков; - построения гистограмм; - построения гистограмм при расслоении факторов; - построения диаграмм Парето; - ведения контрольных карт регулирования технологических процессов; - построения диаграмм разброса; 10. Вычисление коэффициентов парной корреляции между различными показателями; 11. Вычисление уровней регрессии и построение линий регрессии в функции различных показателей; 12. Прогнозирование тенденций на основе анализа линий регрессии |
Окончание табл.2
| № ц/п | Этап процесса улучшения | Рекомендуемые методы и приемы процесса улучшения |
| Разработка мер по предотвращению несоответствия и их реализация | 1. Методы экспертных оценок. 2. Методы тестирования. 3. Методы анкетирования, интервьюирования и собеседования, групповое интервью. 4. Организационно-функциональный анализ. 5. Метод «профиля». 6. Матрица Бостонской консультативной группы. 7. Метод Дельфи. 8. Построение структурной схемы. 9. Построение карты технологического процесса. 10. Метод «мозгового штурма». 11. Метод «синектики». 12. Метод десятичных матриц поиска. 13. Эксперимент. 14. Деловая и инновационная игра. 15. Выбор альтернатив. 16. Математические методы обоснования результатов. 17. SWOT-анализ. 18. Методы ранжирования мероприятий. 19. Метод стратегического баланса. |
— кто выполняет функции и почему, уровень квалификации исполнителей правильность распределения функций между исполнителями с учетом их профессиональных, физических и интеллектуальных особенностей;
— во взаимодействии с кем выполняются функции и почему, в чем заключается сущность взаимодействия, характеристики партнеров по работе, наличие фактов нарушения взаимодействия с конкретными исполнителями или подразделениями при выполнении определенных функций;
— как выполняются функции и почему, имеются ли документированные процедуры и соответствующее технологическое оснащение, предусмотрены ли проверочные операции на начальном этапе, в процессе работы и по ее завершении;
— где выполняются функции и почему, правильно ли распределены функции по подразделениям таможенного органа, в каких условиях они выполняются;
— когда выполняются функции и почему, обоснованы ли сроки выполнения функций, обеспечивают ли они своевременность получения результатов.
Ответы на эти вопросы с использованием различных методов анализа состояния с исполнением таможенной процедуры частично решается задача самообследования системы управления.
В процессе структурного анализа определяются и уточняются характеристики системы управления по структуре элементов и их взаимосвязи: описание состава структурной схемы, количества уровней управления, состава и мест размещения звеньев управления, определение функций отдельных подразделений, описание технических устройств, характеристик персонала.
В процессе функционального анализа определяются динамические характеристики системы управления на основе изучения функционирования ее элементов и выполнения присущих им функций (управленческих и технологических), уточняются функции и формы осуществления управляющих воздействий, методы контроля за их реализацией. При этом определяются качественные и количественные характеристики процессов (непрерывность, оперативность, точность, устойчивость, конфиденциальность, эффективность) с целью установления степени их соответствия установленным требованиям.
В процессе коммуникационного анализа определяются характер и формы взаимодействия исполнителей и структурных подразделений при осуществлении деятельности, виды передаваемых объектов труда и информации о них в пространстве и времени, характеристики коммуникационно-информационных потоков и их схем. В ходе коммуникационного анализа устанавливается количество информационных входов и выходов по каждой функции, объемы входной, обрабатываемой и выходной информации, характеристика пакетов прикладных программ, используемых для реализации функций. Определяется состояние процессов формирования, передачи, обработки и хранения информации. Исходными данными для коммуникационного анализа служат организационно- технологическая документация, регламентирующая действия отдельных звеньев и их взаимодействие, функционально-информационная схема.
В процессе параметрического анализа осуществляется оценка эффективности функционирования системы управления. Для этого устанавливается состав показателей, характеризующих результаты деятельности, и определяются их фактические значения. Для параметрического анализа используются самые разнообразные по характеру показатели: количественные и качественные, общие и частные, основные и вспомогательные, единичные и комплексные, исходные и производные, экономические, технические, производственные и т. п.
Разработка форм сбора данных. Для отражения четкой картины фактов определенного направления разрабатываются специальные для каждого конкретного случая формы сбора данных. При этом для получения исчерпывающего состава информации о состоянии конкретного элемента таможенной процедуры обычно используют следующую последовательность действий:
— устанавливают конкретную цель сбора данных и вопросы, решаемые с их помощью;
— четко формулируют виды информации, необходимой для решения этих вопросов;
— определяют метод, который будет использоваться для обработки и анализа собранных данных;
— составляют таблицу (матрицу) для записи соответствующих данных, располагая параметры по горизонтали и вертикали в соответствии с выбранным методом их обработки.
Например, в табл. 3 представлен вариант контрольного листка сбора данных для анализа взаимодействия конкретного таможенного органа с конкретным участником ВЭД.
Таблица 3
Контрольный листок сбора данных для анализа взаимодействия таможенного органа с участником ВЭД
|
Используя сведения, полученные с помощью данного контрольного листка, можно установить все виды взаимодействия таможенного органа с участников ВЭД, их частоту и продолжительность и выявить проблемные вопросы взаимодействия.
Методы прямого и косвенного наблюдения и измерения. Наблюдение н измерение являются, практически, основным методом получения объективной информации о предмете исследования. Определив, какая информация необходима доя изучения состояния таможенной процедуры, решается вопрос, каким образом эта информация может быть получена. Часть необходимой информации может быть получена из документов, но наиболее ценной будет информация, полученная непосредственным наблюдением и измерением сиспользованием наблюдательных листов, контрольных листков или контрольных карт(выше былприведен один из вариантов использования контрольных карт).
Сравнение. Для получения удовлетворительных результатов прииспользова нии метода сравнения должны выполняться следующие условия:
— сравниваться могут лишь такие объекты, предметы и явления, междукоторыми может существовать определенная объективная общность. Нельзя сравнивать заведомо несравнимые объекты;
— сравнение должно осуществляться по наиболее важным признакам. Сравнение по несущественным признакам может привести к заблуждению.
Например, сравнивая систему управления двух внутренних таможен, выполняющих одинаковые функции, можно найти в системе управления ими много общего. Однако, если при этом не будут учтены особенности вида транспорта, которым перемещается импортный или экспортный товар, и особенности вида товаров, подвергаемых процедурам таможенного контроля, то можно совершить методологическую ошибку и получить недостоверные результаты сравнения.
Различные объекты могут сравниваться непосредственно или опосредованно, через сравнение их с третьим объектом, выступающим в качестве эталонного средства сравнения. При этом в качестве эталона могут выступать и определенные общие требования (стандарты, правила, инструкции, технические и административные регламенты, нормативные требования).
Анализ затрат на функционирование предмета исследования. Важным этапом анализа состояния системы управления таможенным органом является анализ затрат на выполнение единицы результата деятельности, какой-либо ее части или локальной функции управления. Принципиальным положением при проведении такого анализа является нормативный подход. Он предполагает нормирование плановых затрат и анализ отклонений фактических затрат от плановых. Наличие отклонений фактических затрат от плановых является сигналом для того, чтобы выяснить причину таких отклонений. Они могут быть самыми разнообразными, в том числе:
— удорожание ресурсов (повышением цен на предметы и средства труда информацию, сырье, комплектующие, расходные материалы, оборудование, связь, энергоресурсы, повышением заработной платы и т. п.);
— низким качеством труда и появлением дополнительных операций устранением некачественных результатов, удовлетворением обоснованных претензий потребителя;
— нарушением технологических процедур (в том числе невыполнением предписанных технологией процедур);
— неадекватным управлением таможенными процессами и качеством результатов деятельности.
Исследование по документам и информационным материалам. Наиболее доступной формой сбора информации о системе управления является изучение документации - периодических отчетов подразделений, финансовых и бухгалтерских отчетов, рабочих записей, учетных данных, нормативных требований, положений о подразделениях, должностных инструкций. Все эти документы содержат информацию о требованиях к результатам деятельности и фактических результатах. Сопоставление информации по заранее составленной схеме (методике) может оказаться полезным и продуктивным (а иногда и единственным) способом достижения цели анализа системы управления.
Систематизация факторов. Любую проблему можно представить в виде совокупности факторов и их взаимосвязей. Задача заключается в том, чтобы задействовать как можно больше факторов, влияющих на исполнение таможенной процедуры и найти способ их систематизации для решения проблемы. Для этого используются различные способы структурирования проблемы, часть из которых рассмотрена ниже.
Построение причинно-следственной диаграммы. Причинно-следственные диаграммы применяются для того, чтобы установить причины (факторы), приводящие к определенному следствию, определить взаимосвязи между факторами, рассортировать их по направлениям деятельности, наглядно продемонстрировать взаимосвязи между проблемами и их причинами. Построение причинно- следственных диаграмм является достаточно продуктивным инструментом при решении любых проблем в различных сферах деятельности. Получили широкое распространение причинно-следственные диаграммы К. Исикавы.
— Процедура построения причинно-следственной диаграммы включает следующие этапы:
— уточняется и по возможности конкретнее формулируется решаемая задача. Она должна быть связана с характеристиками результатов деятельности или непосредственно с функциями системы управления;
— выстраивается «каркас» диаграммы в соответствии с рисунком 5. В качестве основных элементов деятельности, изменения в которых влияют на конечный результат, следует указывать средства труда, предметы труда, персонал и рабочую документацию;
— по каждому элементу деятельности определяются возможные причины, устранение которых может повлиять на решение задачи;
— полученный таким образом взаимосвязанный набор причин, от которых зависит решение задачи, подвергается в дальнейшем анализу с целью определения значимости причин и последовательности их устранения.
На следующем уровне спрашиваем себя, почему же персонал не имеет необходимых полномочий для принятия самостоятельного решения.
Методы экспертных оценок. При решении проблем с существенными несоответствиями таможенных процедур могут применяться экспертные оценки сущности несоответствия таможенной процедуры или системы управления.
Сущность экспертных оценок заключается в проведении экспертами интуитивно-логического анализа проблемы с количественной или качественной оценкой мнений (суждений) после их формальной обработки. Обобщенное мнение экспертов рассматривается как вариант решения проблемы. При этом ценность решения (достоверность оценки) определяется опытом специалистов-экспертов и их знанием предмета исследования.  Рис 5. Причинно-следственная диаграмма
Рис 5. Причинно-следственная диаграмма
|
Экспертная оценка объекта проводится с соблюдением определенных принципов, которые заключаются в следующем:
— целенаправленность экспертизы;
— возможность разработки совокупности количественных и качественных характеристик объекта экспертной оценки с целью их шкалирования;
— наличие группы экспертов, обладающих необходимым уровнем компетентности, креативности, конформизма, аналитичности, широты мышления, самокритичности;
— наличие определенного порядка (методологии и технологии) проведения экспертной оценки.
Методы тестирования, анкетирования, интервьюирования, собеседования. Исследование с помощью вопросников. Перечисленные методы анализа состояния системы управления таможенным органом по своей сущности относятся к одному классу.
Тестирование это метод оценки понимания руководителями и исполнителями сущности содержания системы управления и выполняемых ими функций. Тест представляет собой систему вопросов, каждый из которых предполагает правильный (соответствующий теоретическим положениям) ответ. Ответы тестируемых на эти вопросы в совокупности позволяют получить субъективную, но достаточно верную характеристику состояния системы управления. При этом достоверность оценки зависит от правильности поставленных вопросов и количества лиц, вовлеченных в тестирование.
Анкетирование это способ анализа систем управления при помощи анкет, то есть специально подготовленных опросных листов. От тестирования его отличает направленность, прежде всего, на оценку состояния таможенных процедур, чем на понимание сущности управления в данной сфере деятельности.
Принципы составления тестов и вопросников для целей анализа таможенных процедур заключаются в следующем:
— целенаправленность на изучение конкретной проблемы;
— краткость и недвусмысленность вопросов;
— доступность для тестируемого персонала;
— комплексный охват таможенной процедуры; - последовательность поставленных вопросов от общего к частному.
Метод «профиля». Оценку состояния системы управления или таможенной процедуры с достаточной эффективностью можно выполнить, используя метод построения линейных или лучевых «профилей». Сущность методов профиля заключается в сопоставлении набора выбранных характеристик предмета анализа с нормативными данными или аналогичными характеристиками по другим объектам, в том числе зарубежным. Для наглядности сопоставления строятся графики с использованием девятимерной линейки, которые по форме напоминают профиль какого-либо материального объекта. Пример построения профиля показан на рис. 6.
| — Наименование параметров (характеристик) | — Шкала оценки параметров (характеристик) | ||||||||
| P1 | |||||||||
| P2 | |||||||||
| Р3 | |||||||||
| ... | |||||||||
| Рn |
| Рис.6. Пример построения профиля |
Профиль может иметь форму лучевой диаграммы, в которой каждый ее луч представляет собой также девятимерную линейку (рис. 7).
6 1
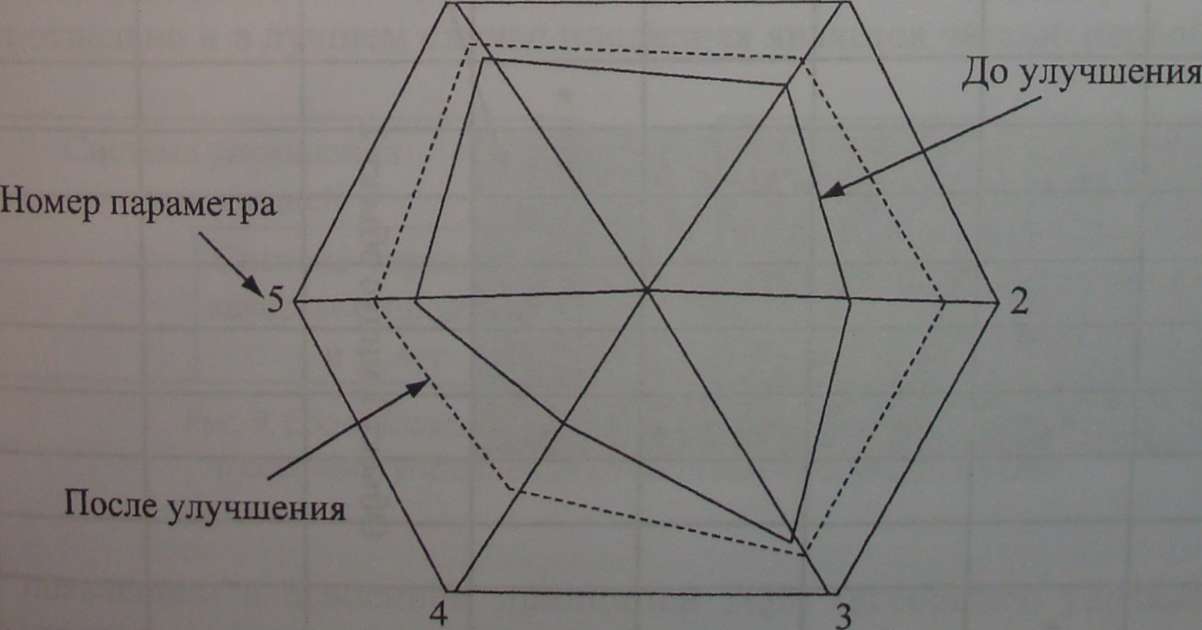 Рис. 7. Пример построения лучевой диаграммы
Рис. 7. Пример построения лучевой диаграммы
|
| Рис 8. Применение метода профиля длясопоставления двух объектов |

Метод профиля может с успехом применяться при сопоставлении параметров или характеристик однотипных объектов, например, таможенной службы России и таможенной службы другой страны, одной таможни с другой таможней, одного регионального таможенного управления с другим региональным таможенным управлением и т. п. В этом случае используется форма сопоставления профилей, показанная на рис. 8.
В правой стороне таблицы проставляются оценки по девятимерной линейке признаков (параметров и характеристик) по оцениваемому объекту и по объекту, взятому за базу для сравнения. В левой стороне матрицы проставляется значение отклонений оценки объекта от оценки базы для сравнения со знаком «плюс» (если мы превосходим базу) или со знаком «минус» (если мы уступаем базе). Оценки в пределах от «-2» до «2» считаются попавшими в зону нечувствительности. Оценки, оказавшиеся за пределами зоны нечувствительности, свидетельствуют о существенных преимуществах или недостатках оцениваемого объекта.
Практика предприятий и организаций, требования самих стандартов ИСО серии 9000, а также практика работы органов по сертификации систем качества привели к локализации системы управления качеством в службу качества, возглавляемую заместителем руководителя по качеству. Таким образом, из сферы компетенции других руководителей организации как бы выпала функция управления качеством. Тем самым они были как бы освобождены от заботы о качестве результатов деятельности организации. Перекладывая свои обязанности, связанные с обеспечением качества процессов и результатов, на заместителя директора по качеству, они, по-сути, превращают его в «мальчика для битья». Естественно, что это препятствует созданию в организациях единой команды и отрицательно сказывается на качестве конечных результатов деятельности.
| Система управления организацией на принципах tqm (общее управление организацией, управление качеством продукции и услуг) |
| Система управления организацией |
| Система управления качеством продукции и услуг |
Рис 9. Соотношение системы управления организацией и системы управления качеством продукции и услуг
С появлением и освоением принципов TQM (всеобщего управления качеством) такое отношение к проблеме качества продукции и услуг успешно преодолевается. Тем самым система управления качеством превращается в систему управления организацией, целью которой является производство продукции
оказание услуг установленного (или требуемого) качества.
Таким образом, основным инструментом обеспечения качества в XXI должна стать система всеобщего управления качеством - TQM. Сущность ее заключается в соединении методологии и требований МС ИСО серии 9000, принципов Э. Деминга, К. Исикавы, Г. Тагути и других энтузиастов теории качества и распространении их на все без исключения виды деятельности организации. При этом требования МС ИСО серии 9000 составляют своеобразную форму системы управления, предполагающую обязательный минимум унифицированных требований по обеспечению качества для контрактных отношений, а реализуемые при этом принципы Э. Деминга и других - ее идеологическое содержание. Реализующиеся с применением этой методологии технологии управления процессами производства являются в большей степени интеллектуальной (технологической) собственностью организации. В итоге всеобщее управление качеством - это концепция, предусматривающая всестороннее целенаправленное и скоординированное применение систем и методов управления качеством во всех сферах деятельности организации при участии персонала всех уровней.
Движение к освоению принципов TQM приводит к превращению системы управления предприятием или организацией в единый процесс управления по критерию качества результатов труда, что вызвано объективной потребностью в непрерывном повышении эффективности и результативности управления. Дальнейшее развитие в этих условиях получают:
— ориентация всей деятельности на удовлетворение ожиданий потребителей и заказчиков результатов труда;
— оперативный анализ затрат, повышение производительности и получение максимально возможной прибыли;
— совершенствование культуры производства, производственного климата и участия сотрудников в анализе результатов деятельности;
— статистические методы обеспечения качества;
— групповая деятельность по овладению процессами, выявлению причин несоответствий и их предупреждению;
- система ответственности персонала за результаты своего труда, перенос основной ответственности за плохое качество работы с исполнителя на руководителя;
— систематическое сопоставление собственного опыта в области обеспечения качества с аналогичным опытом других предприятий и организаций;
— повышение конкурентоспособности и робастности предприятий и организаций, т. е. укрепление экономической стабильности и устойчивости их к воздействию внешней среды;
— ежегодная корректировка целей организации на перспективу;
— обеспечение соблюдения действующего законодательства.
| Илн |
Политика предприятия в области качества результатов труда в условиях TQM распространяется на обеспечение качества всех элементов производства и сфер деятельности - персонала, финансов, сбыта, закупок и т. п., возрастают активность высшего руководства, квалификация руководящих кадров и целевая ориентация всего персонала на улучшение качества результатов. Систематическое обучение персонала становится нормой жизни. При этом получает развитие творческий подход к решению актуальных проблем организации.
При полном освоении философии МС ИСО серии 9000 и TQM резко возрастает роль горизонтальных коммуникаций и проектного стиля управления. Каждый проект ориентирован на конкретного потребителя и имеет свою подсистему управления. При этом ослабляется роль иерархических уровней управления организацией и возникает гибкая матричная система управления.
Внутренняя мотивация персонала также достигает такого уровня, когда руководящий персонал может перейти от принципа «кто виноват?» к принципу «в чем причина?», т. е. от политики недоверия к политике доверия.
В итоге можно отметить, что цель освоения требований МС ИСО серии 9000 и принципов TQM - это не только качество продукции и услуг, а также качество организации в целом - качество системы управления, качество взаимодействия с окружающим миром и качество жизни ее сотрудников.
Учеба персонала таможенных органов по проблемам качества на рабочих местах. В вопросах освоения требований стандартов ИСО серии 9000 большое значение имеют обучение персонала таможенных органов непосредственно на рабочих местах и оценка качества труда.
Учеба персонала таможенных органов (в том числе руководящего состава) по проблемам качества и эффективности непосредственно на рабочих местах фактически представляет собой процесс улучшения таможенных процедур. Это единственный способ развития творческого потенциала персонала, массового способа поиска новых, инновационных решений, формирования внутренней мотивации персонала к обеспечению качества результатов труда и создания здорового творческого коллектива.
Такая учеба рядового персонала таможенных органов может быть организована на основе разработки различных мероприятий по устранению причин нарушений установленных требований по типу известных «кружков качества».
Учеба руководящего состава, направленная на совершенствование таможенной деятельности, может быть организована на основе проектной формы обучения по развитию результативности различных функций управления. Этому могла бы способствовать и разработка унифицированной учебной программы курса повышения квалификации руководящего состава таможенной службы по проблеме обеспечения качества таможенной деятельности.
Оценка качества труда персонала таможенных органов. Как показатели качества труда персонала таможенных органов, отражающих личный творческий вклад в совершенствование таможенных процедур, могут быть использованы:
- количество результативных решений по устранению обнаруженных несоответствий;
- показатели, отражающие выполнение служебных обязанностей (полнота исполнения должностных обязанностей, наличие претензий к результатам труда со стороны руководства таможенного органа и участников ВЭД, время ожидания таможенного контроля и продолжительность его выполнения).
Эти показатели, безусловно, зависят от качества таможенных технологий, применения прогрессивных методов труда, организации таможенных процедур и других характеристик, которые зависят от качества работы руководящего состава.
Очевидно, что, в отличие от других видов деятельности, измерить результат труда конкретного работника таможенного органа и тем более оценить его качество очень сложно. Однако перечисленные выше показатели вполне могут быть использованы для целей управления качеством результатов труда.
В общем случае количественно оценить качество труда персонала таможенного органа можно с использованием следующей формулы:
K=1- Ʃ(Пi ˟ Ai)+Tβ
где K - количественное выражение качества труда в долях единицы;
Ʃ(Пi ˟ Ai)- суммарная количественная оценка претензий;
Пi - количество претензий i -го типа к работнику;
i - вид претензии;
Ai - весомость претензий i -го типа;
Tβ - творческий вклад конкретного сотрудника.
Основанием для учета предъявленных к работнику претензий в системе количественной оценки качества труда могут быть документально зарегистрированные и обоснованные претензии. Претензиям, предъявляемым к работникам, присваиваются весомости, например, следующие:
- принятая начальником таможенного органа претензия участника ВЭД - 0,2;
- официальная претензия начальника таможни и вышестоящих таможенных органов- 0,15;
- официальная претензия смежного подразделения - 0,1;
- письменная претензия начальника подразделения - 0,05.
Дата добавления: 2015-10-29; просмотров: 142 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| СУЩНОСТЬ И МЕТОДОЛОГИЯ УПРАВЛЕНИЯ КАЧЕСТВОМ ТАМОЖЕННОЙ ДЕЯТЕЛЬНОСТИ | | | ГЛАВА 2. ПРОБЛЕМЫ АДАПТАЦИИ ТАМОЖЕННОЙ СЛУЖБЫ К ТРЕБОВАНИЯМ МС ИСО СЕРИИ 9000 |