Читайте также:
|
И.5.1 Обработку кромок труб произвести в следующем технологическом порядке.
И.5.2 Уложить трубы трубоукладчиком на инвентарные опоры (рисунок И.3). Обрезаемый конец трубы следует поддерживать трубоукладчиком (краном) в процессе всей работы.
И.5.3 Предварительно разметить на трубе участка реза и обработки кромок и удалить изоляцию.
И.5.4 При использовании станков токарного типа изоляция удаляется на участке шириной 350мм.
И.5.5 При использовании станков фрезерного типа изоляция удаляется на участке шириной не менее 500 мм.
И.5.6 Резка и обработка кромок труб с использованием станка токарного типа произвести в следующей последовательности:
И.5.7 Разметить на очищенной от изоляции трубе участка реза и обработки кромки с помощью гибкого кольцевого шаблона.
И.5.8 Установить станок на обрабатываемой трубе по разметке, в следующей последовательности:
- установить две половины станка рядом с трубой и соединить их на трубе на размеченном участке обработки (см. рисунки И.4 и И.5);
- произвести центровку корпуса станка относительно поверхности трубы (см. рисунок И.5);
- проверить перпендикулярность корпуса установки относительно поверхности трубы с помощью специального угольника не менее чем в четырех точках по периметру трубы (см. рисунок И.5);
- установить резцы в резцедержатели (см. рисунок И.6). При обработке кромок труб следует использовать резцедержатели, оснащенные устройствами для копирования наружной поверхности трубы (см. рисунок И.5);
подключить гидростанцию к централизованной или автономной сети переменного тока.
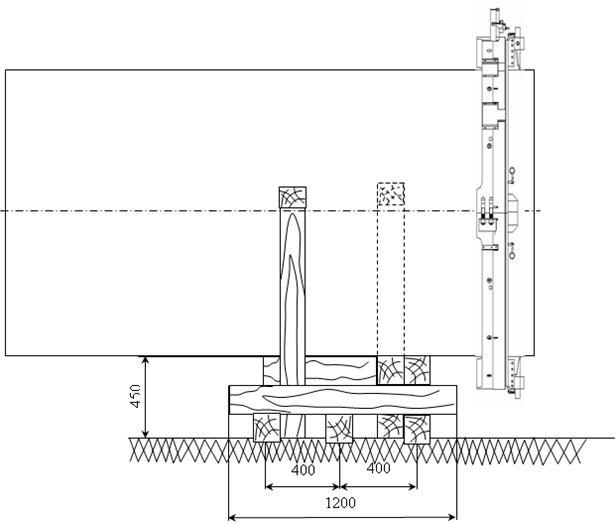

Рисунок И.3 - Схема укладки трубы на анкерные опоры и установки кромкообрабатывающего станка на трубе
И.5.9 Резку трубы выполнить в следующей последовательности:
- установить в резцедержатели станка два отрезных резца;
- установить на пульте управления гидростанциии станка режимы резания;
- выполнить резку трубы;
во время резки для уменьшения трения на режущей кромке следует использовать смазочно-охлаждающую жидкость.
И.5.10 Обработку кромок трубы выполнить в следующей последовательности:
- установить в резцедержатель фасонный резец для обработки фаски;
- установить на пульте управления гидростанции станка режимы резания;
- выполнить обработку фаски;
при обработке фаски для уменьшения трения на режущей кромке следует использовать смазочно-охлаждающую жидкость.
И.5.11 Резка и обработка фасок на трубах производится на режимах оговорённых в руководстве по эксплуатации оборудования.
И.5.12 Резку и обработку кромок труб, с использованием станков фрезерного типа марок СППК, «Волжанка» и «Волжанка-2» и т.д., выполнить в следующей последовательности.
И.5.13 Разметить на очищенной от изоляции трубе линии реза и обработки кромки и линии установки цепи c помощью гибкого кольцевого шаблона.

Рисунок И.4 Общий вид станка
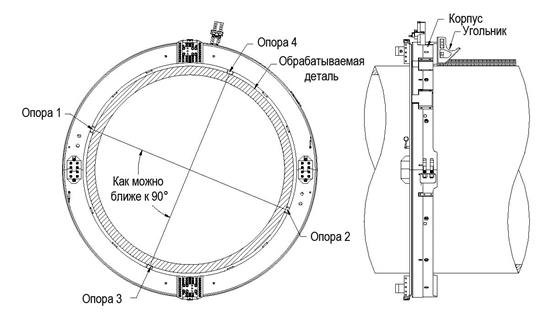
Рисунок И.5 - Схема центровки и проверки перпендикулярности корпуса станка поверхности трубы

Рисунок И.6 - Схема установки резцов
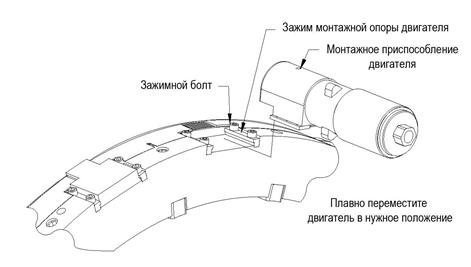
Рисунок И.7 - Схема установки гидродвигателя
И.5.14 Базировать станок на обрабатываемой трубе по разметке, в следующей последовательности:
- установить станок краном грузоподъемностью соответствующей грузоподъёмности на верхней части обрабатываемой трубы таким образом, чтобы фреза располагалась над намеченным местом реза;
- удержать станок грузоподъемным механизмом до полного натяжения цепей;.
- установить цепи крепления станка по разметке, непараллельность цепей должна быть не более 1 мм;
- проверить шаблоном правильность установки цепей;
- установить на трубах диаметром более 820 мм направляющую, соответствующую диаметру трубы, для получения точного схождения реза, направляющая при этом устанавливается со стороны противоположной режущему инструменту;
- отрегулировать натяжение цепей с помощью натяжного механизма;
И.5.15 Резку и обработку кромок труб выполнить в следующей последовательности:
- включить автомат защиты, расположенный в электрическом пульте управления;
- настроить режимы резки и обработки кромок;
- осуществить подачу охлаждающей жидкости на инструмента;
- произвести резку и обработку кромок трубы.
И.5.16 Резка и обработка фасок на трубах производится на режимах оговорённых в руководстве по эксплуатации оборудования.
Дата добавления: 2015-10-16; просмотров: 140 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| И.4 Подготовка производственного оборудования | | | И.6 Контроль качества механической обработки кромок |