|
Читайте также: |
А.4.1 Для оценки механических свойств аттестационных соединений диаметром £89 мм должны быть изготовлены три полноразмерных трубчатых образца для испытаний на растяжение и три трубчатых образца для испытаний на сплющивание. Форма и размеры образцов для испытаний на растяжение представлена на рисунке А.5 Размеры образца и схема испытаний на сплющивание представлена на рисунке А.6 Скорость нагружения при испытаниях на растяжение и сплющивание не должна превышать 15 мм/мин. Перед выбором типоразмера труб для аттестации следует произвести расчет площади поперечного сечения трубы и возможного усилия разрыва. Испытание трубчатых образцов на растяжение рекомендуется производить на разрывных машинах с усилием не менее 50 кН.
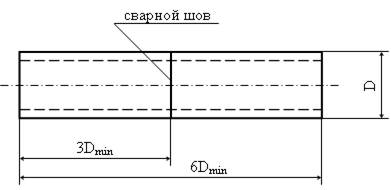
D – диаметр трубы
Рисунок А.5 - Эскиз трубчатого образца (тип ХVIII по ГОСТ 6996*) для испытаний на растяжение сварных соединений труб диаметром £ 89 мм.
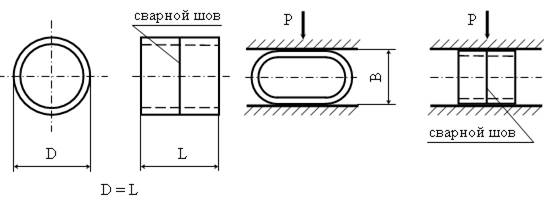
D – диаметр трубы; L – длина образца; Р – направление приложения сжимающей нагрузки; В – величина просвета между сжимающими плитами.
Рисунок А.6 - Эскиз трубчатого образа для испытаний на сплющивание и схема испытаний
А.4.2 Перед испытанием трубчатых образцов на растяжение следует удалить усиление сварного шва. В формулу расчета временного сопротивления разрыву должна быть введена площадь сечения трубы вне сварного шва. Концы трубчатого образца перед испытанием могут быть сплющены, если этого требует конструкция разрывной машины. Расстояние от оси шва до начала сплющиваемого участка должно быть в данном случае не менее двух диаметров (2D) трубы. Временное сопротивление разрыву при растяжении трубчатых образцов должно быть не ниже нормативного значения временного сопротивления разрыву, регламентированного стандартом или техническими условиями на поставку труб.
А.4.3 Перед испытанием трубчатых образцов на сплющивание следует удалить усиление сварного шва заподлицо с основным металлом. При испытании образцов сварной шов располагают по оси сжимающей нагрузки. Результаты испытания образцов на сплющивание характеризуются величиной просвета «В» между сжимающими плитами до появления первой трещины на поверхности образца (рисунок А.6). Допустимая величина просвета «В» для труб диаметром до 48 мм равна 3S, для труб диаметром 48-89 мм – 4S (S – толщина стенки трубы, мм). Появление надрывов длиной до 5 мм на кромках и на поверхности образца, не развивающихся в трещину в процессе дальнейших испытаний до полного сплющивания образца, браковочным признаком не является.
А.4.4 Результаты испытаний трубчатых образцов на растяжение и сплющивание оценивают, как среднее арифметическое значение, рассчитанное для трех образцов. Допускается снижение результатов испытаний для одного образца на 10% ниже нормативного значения, если средний арифметический результат отвечает нормативным требованиям.
А. 5 Механические испытания на излом специальных сварных соединений – прямых врезок
А.5.1 Образцы для испытаний углового соединения должны иметь ширину 50 мм (приблизительно) и длину 100-150 мм (рисунок А.7). Надрез по оси сварного шва выполняют ножовкой на глубину 1,5 мм.
А.5.2 Образцы для испытания нахлесточного соединения должны иметь ширину 25 мм (приблизительно) и длину 100-150 мм (см. рисунок А.8). Надрез выполняется ножовкой со стороны, противоположной усилению сварного шва. Глубина надреза равна толщине стенки трубы плюс половина высоты поперечного сечения сварного шва. Допускается применение шлифмашинки (с узким шлифкругом) для выполнения части наклонного надреза (пропила) на глубину, равную толщине стенки трубы. Заключительную часть надреза следует выполнять ножовкой.
А.5.3 Образцы для испытания на излом должны иметь параллельные гладкие кромки. Следы окалины после газовой резки должны быть удалены путем механической обработки или зачистки шлифмашинкой.
А.5.4 При испытаниях металла шва на излом образцы разрушают ударом по свободному участку образца при закрепленном другом участке. Удар наносится со стороны корневого слоя шва. Поверхность излома каждого образца должна продемонстрировать полный провар и сплавление между слоями шва. Максимальный размер любой газовой поры не должен превышать 2 мм, а суммарная площадь всех газовых пор не должна быть более 2% площади излома образца. Глубина шлаковых включений – не более 1 мм, а их длина – не более 3,5 мм. Расстояние между соседними шлаковыми включениями должно быть не менее 13 мм. Любые трещины являются браковочным признаком. Не являются браковочным признаком дефекты типа флокенов («рыбьи глаза»).
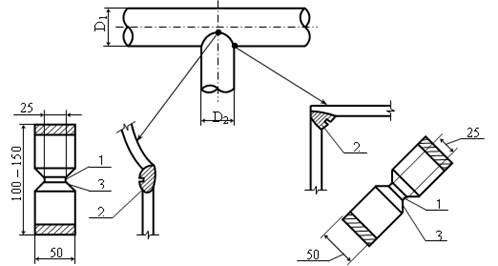
1 – надрез ножовкой по оси шва глубиной 1,5 мм;
2 – сварной шов;
3 – обработка сварного шва газовой резкой.
Рисунок А.7 - Форма и размеры образцов для испытания металла шва углового соединения на излом:

1 – надрез глубиной S + половина высоты поперечного сечения сварного шва (S – толщина стенки трубы);
2 – сварной шов;
3 – обработка сварного шва газовой резкой.
Рисунок А.8 - Форма и размеры образцов для испытания металла шва нахлесточного соединения на излом:
Дата добавления: 2015-10-16; просмотров: 466 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| А.3 Испытания различных участков сварного соединения на ударный изгиб | | | ДОПУСКНЫХ ИСПЫТАНИЙ ОРГАНИЗАЦИИ-ПОДРЯДЧИКА |