Читайте также:
|
А.1.1 Испытания следует проводить на образцах типа XII или XIII (ГОСТ 6996). Форма образца представлена на рисунке А.1. Размеры образца указаны в таблице А.1.
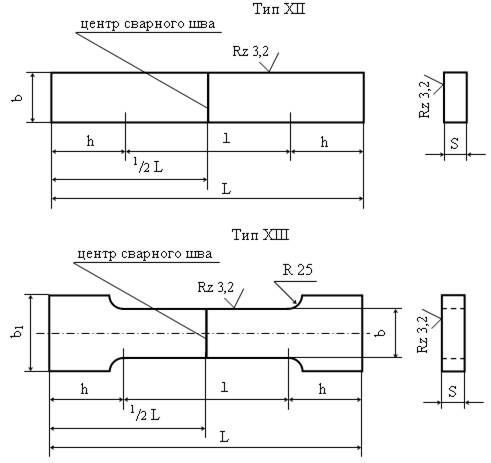
Рисунок А.1. Форма образцов (тип ХII и XIII) для испытаний сварного
соединения на статическое растяжение
А.1.2 Усиление шва на образцах должно быть снято механическим способом до уровня основного металла, при этом допускается удалять основной металл по всей поверхности образца на глубину до 15% от толщины стенки трубы, но не более 4 мм. Удаление основного металла с поверхности образца производят только с той стороны, с которой снимают усиление шва. Строгать усиление следует поперек шва. Острые кромки плоских образцов в пределах рабочей части должны быть закруглены радиусом не более 1,0 мм путем сглаживания напильником вдоль кромки. Разрешается строгать усиление вдоль продольной оси шва с последующим удалением рисок. Шероховатость поверхности RZ в местах удаления усиления должна быть не более 6,3 мкм.
Таблица А.1 - Размеры плоских образцов для испытаний на статическое растяжение (тип XII и XIII по ГОСТ 6996)
| Толщина стенки трубы, мм | Толщина образца a, мм | Ширина рабочей части образца, b, мм | Ширина захватной части образца, b1, мм | Длина рабочей части образца, ℓ мм | Общая длина образца, L, мм |
| До 6 вкл. | Равна толщине стенки трубы | 15 ± 0,5 | ℓ + 2h | ||
| Свыше 6 до 10 вкл. | 20 ± 0,5 | ||||
| Свыше 10 до 25 вкл. | 25 ± 0,5 | ||||
| Свыше 25 до 50 вкл. | 30 ± 0,5 | ||||
| Примечание – 1. Длину захватной части образца h устанавливают в зависимости от конструкции испытательной машины. 2. Скорость нагружения образцов в процессе испытаний должна составлять не более 15 мм/мин. |
А.1.3 Перед проведением испытаний сварных соединений, выполненных с применением электродов с целлюлозным видом покрытия или самозащитной порошковой проволокой типа Иннершилд следует провести дефлокирующую термическую обработку образцов при температуре 250°С в течение 6 часов.
А.1.4 Временное сопротивление разрыву, определяемое на плоских образцах со снятым усилением, должно быть не ниже нормативного значения временного сопротивления разрыву основного металла труб, регламентированного техническими условиями на их поставку или ГОСТом.
Дата добавления: 2015-10-16; просмотров: 242 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Допускные испытания сварщиков (операторов) | | | А.2 Испытания сварного соединения на статический изгиб |