Читайте также:
|
Шатунная группа (рис. 3.19) обеспечивает кинематическую связь возвратно-поступательно движущейся поршневой группы с коленчатым валом, совершающим вращательное движение. В эту группу входят шатун с втулкой-подшипником его верхней (поршневой) головки, комплект вкладышей подшипников его нижней (кривошипной) головки, крышка шатуна и детали ее крепления к телу шатуна (болты и гайки).
Под действием сил давления газов шатун подвергается сжатию и продольному изгибу, под действием силы инерции комплекта поршня - растяжению и сжатию, а под действием силы инерции массы самого шатуна - знакопеременному поперечному изгибу. В отдельных случаях эти силы создают ударные нагрузки. Поэтому шатуны изготовляют горячей штамповкой с последующей механической и термической обработками – нормализацией, закалкой и отпуском. Материалом служат марганцовистые, хромистые, хромоникелевые стали с содержанием углерода 0,30 — 0,45%. Для повышения усталостной прочности при достаточной вязкости и пластичности стальные шатуны подвергают в процессе штамповки промежуточной термообработке, а после штамповки — полированию, обдувке дробью, нормализации, закалке и отпуску.

Рис. 3.19. Детали шатунной группы:
I – верхняя головка шатуна; II – стержень шатуна; III – нижняя головка шатуна; 1 – втулка; 2 – шатунный болт; 3 – крышка нижней головки шатуна; 4 – гайки; 5 – вкладыши; 6 – шатун
Возможно изготовления шатунов из композиционных материалов. Основой таких шатунов служат металлические вкладыши с антифрикционным покрытием или керамика, обмотанные предварительно натянутым, очень прочным волокном и залитые полимерным материалом — матрицей. Соединение разъемной нижней головки шатуна осуществляется с помощью хомутов и стяжных болтов, не нарушающих структуры материала шатуна и нижней крышки.
Шатун состоит из трех конструктивных элементов: верхней (поршневой) головки I, стержня II и нижней (кривошипной) головки III.
Верхняя головка шатуна (рис. 3.20.) предназначена для его сочленения с поршневым пальцем и имеет форму, близкую к цилиндрической. Для уменьшения потерь на трение и износов сопрягаемых деталей в верхнюю головку запрессовывают подшипник скольжения - втулку, изготовленную из бронзы или биметаллическую (сталебронзовую). Втулки верхних головок смазываются, как правило, масляным туманом, проникающим к их трущимся поверхностям через сверления. Иногда масло подводится к втулке из полости в шатунной шейке коленчатого вала по сверлению в стержне шатуна. Для лучшего распределения масла в зазоре внутри втулок нарезают канавки, а с наружной стороны - маслораспределительные проточки.
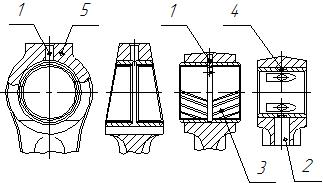
Рис. 3.20. Верхние головки шатунов:
1 – сверление для смазки поршневого пальца; 2 – сверление для подвода масла из системы смазывания; 3 – насечка для равномерного распределения масла; 4 – втулка; 5 – прилив для снятия металла при подгонке по массе
Двигатели, работающие со струйным охлаждением днища поршней, имеют на верхней головке шатуна специальные форсунки для подачи и распыливания масла. Дозирование масла осуществляют с помощью калиброванного отверстия.
С целью снижения массы поршневой головки ей иногда придают трапецеидальную форму, соответствующую скошенным торцам бобышек поршня. Такая форма позволяет одновременно уравнять давления на нижнюю, наиболее нагруженную, и верхнюю поверхности втулки. Приливы 5 служат для съема металла при подгонке поршневой головки по массе.
Стержень шатуна имеет, как правило, сечение двутавра, наиболее хорошо сопротивляющегося изгибу (рис. 3.21). При подаче масла под давлением к подшипнику верхней головки шатуна в стержне выполняют сверление.

Рис. 3.21. Поперечные сечения стержня шатуна
Переходы стержня к головкам делаются плавными, что обеспечивает необходимую жесткость и сопротивление усталости всей конструкции.
Нижняя (кривошипная) головка шатуна образует корпус шатунного подшипника коленчатого вала. Кривошипная головка делается разъемной, а нижняя часть ее (крышка) крепится к шатуну специальными болтами. В нижней части крышки имеется прилив, служащий для съема металла при подгонке кривошипной головки шатуна по массе.
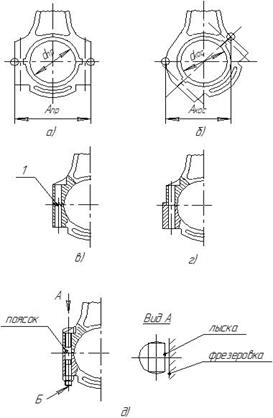
Рис. 3.22. Нижние головки шатуна:
а) – головка с прямым разъёмом; б) – головка с косым разъёмом; в) – фиксация крышки при помощи шлицов; г) – фиксация крышки уступом; д) – фиксация крышки при помощи чистого болта; 1 – шлици на поверхности стыка
На автотракторных двигателях применяются шатуны как с прямым, так и с косым разъемом кривошипной головки. Применение косого разъема головки позволяет уменьшить размер А и увеличить диаметр d его расточки под вкладыши шатунного подшипника. Это снижает давления как на подшипник, так и на шейку вала и, следовательно, интенсивность их изнашивания. Недостатком такого разъема является работа шатунных болтов не только на растяжение, но и на знакопеременный изгиб.
Крышка нижней головки и тело шатуна обрабатываются совместно, поэтому они должны быть жестко зафиксированы друг относительно друга. Это достигается следующими мероприятиями: путем использования «чистых» болтов, которые имеют в средней части шлифованный поясок и устанавливаются в сопрягаемые части с натягом; шлицевыми и ступенчатыми соединениями; соединительными штифтами; методом разрыва головки без последующей обработки поверхностей. Такая обработка не допускает замены крышки одного шатуна на крышку другого. Во избежание этого на совместно обрабатываемых деталях ударным клеймением наносится порядковый номер цилиндра.
Шатунные болты, стягивающие половинки кривошипной головки шатуна, подвергаются растяжению от действия сил инерции поступательно движущихся масс поршня и шатуна и вращающихся масс, расположенных над плоскостью разъема кривошипной головки. Кроме того, болты испытывают растяжение от предварительной затяжки. Поэтому они должны обладать высокой механической прочностью и надежностью.
Изготовляют шатунные болты из стали 35Х, 40Х, 35ХМА, 37ХНЗА. При больших напряжениях затяжки болты изготовляют из легированной стали с более высокими пределами текучести — 18ХНВА, 20ХНЗА, 40ХН, 40ХНМА.
В зависимости от принятой конструкции головки шатуна могут применяться болты с гайкой или болты, заворачиваемые в тело шатуна. Во избежание проворачивания болта при затягивании гайки его головку делают со срезом - лыской, упирающейся во фрезеровку в теле шатуна.
Дата добавления: 2015-09-04; просмотров: 228 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Поршневая группа | | | Кривошипная группа |