|
Читайте также: |
Рабочая поверхность цилиндра подвержена воздействию ряда негативных факторов. Это абразивное и коррозионное воздействие соединений находящейся в топливе серы, износ частицами образовавшихся оксидов, обладающих высокой твердостью, ударные нагрузки от газовых сил.
Учитывая тяжелые условия работы цилиндров, для увеличения их срока службы при их изготовлении применяются материалы, являющиеся более качественными, чем материал блок-картера. Гильзы отливаются из серого перлитного чугуна с добавками хрома, титана, меди, молибдена, СЧ28- 48. HRC 40- 44. Может использоваться азотируемая сталь 38ХМЮА. «Сухие» гильзы иногда спекают из гранул. Это позволяет значительно увеличить легирование алюминия кремнием и уменьшить коэффициент линейного расширения материала блока, приблизив его к коэффициенту линейного расширения чугуна.
После механической обработки внутренняя поверхность гильзы закаливается ТВЧ до твердости 40...50 HRC. Глубина закаленного слоя составляет 2...3 мм. После закалки и отпуска рабочая поверхность гильз хонингуется.
Для продления срока службы используют технологию фосфатирования внутренней поверхности гильзы. Поверхность гильзы, покрытая фосфатной пленкой, превосходно удерживает смазку и приобретает высочайшие противозадирные свойства. Фосфатирование гильзы обеспечивает прирабатываемость поверхностей и их равномерную смазку моторным маслом. Твердое кольцо не разрушает рабочую поверхность гильзы.
Цилиндры двигателей с жидкостным охлаждением бывают трех типов: с мокрыми съемными гильзами, с сухими гильзами и безгильзовые конструкции.
|
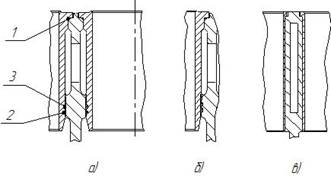
| Рис. 3.4. Гильзы цилиндров: а),б) «мокрые»; в) «сухая»; 1,2,3 – резиновые кольца |
«Мокрые» гильзы (рис. 3.4) непосредственно омываются охлаждающей жидкостью, циркулирующей в рубашке охлаждения. В случае износа такие гильзы легко заменяются новыми. Использование «мокрых» гильз улучшает теплоотвод, упрощает технологический процесс производства двигателя и обеспечивает высокую ремонтопригодность. Однако при использовании «мокрых» гильз повышается общая масса и снижается жесткость двигателя, возникает проблема уплотнений, необходима высокая точность соблюдения размеров. Поэтому очевидное удобство замены таких гильз не компенсирует их недостатки.
Легкосъемные мокрые гильзы в большинстве случаев отливают из серого перлитного чугуна и подвергают закалке токами высокой частоты. Гильзы из легированного чугуна применяют незакаленными.
Для повышения износостойкости рабочей поверхности блок- картера применяют «сухие» гильзы, т. е. гильзы, не соприкасающиеся с охлаждающей жидкостью. «Сухие» гильзы не ослабляют общую жесткость цилиндра, но несколько усложняют его конструкцию, ухудшают теплоотвод и удорожают производство, поэтому в двигателях автомобилей с жидкостным охлаждением их используют сравнительно редко.
«Сухие» гильзы могут запрессовываться в блок-картер или заливаться в процессе отливки. Последний вариант позволяет значительно улучшить теплоотвод. В отдельных случаях все износостойкие гильзы отливаются совместно без протоков в виде одного блока, а затем заливаются.
Основные преимущества алюминиевых сплавов проявляются при использовании безгильзовых конструкций блок-картера. В этом случае для повышения износостойкости применяются заэвтектические сплавы KS24, Reynolds 390, AlSi17Cu4Mg. Отдельные фирмы при безгильзовых конструкциях применяют износостойкие покрытия цилиндров. Например, электролитическое покрытие карбидом кремния с никелем (никасиль) толщиной 0,1 – 0,15 мм.
Цилиндры двигателей с воздушным охлаждением
При использовании системы воздушного охлаждения теплота от цилиндров отводится воздухом. Последний имеет меньшую теплоемкость, чем охлаждающая жидкость, поэтому для интенсификации отвода теплоты от цилиндров его наружную поверхность снабжают ребрами, увеличивающими площадь поверхности охлаждения (Рис. 3.5).
Объединение ребристых цилиндров в единой отливке технологически сложно, поэтому цилиндры являются, как правило, индивидуальными. Цилиндр одевается на поршень сверху, а для равномерного обжатия поршневых колец нижняя его часть снабжается конической фаской.
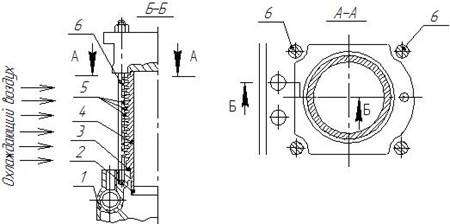
Рис. 3.5. Цилиндр двигателя с воздушным охлаждением:
1 – картер; 2 – технологический поясок; 3 – прокладка; 4 – цилиндр; 5 – рёбра; 6 – анкерные шпильки
Соединение картера, цилиндра и головки осуществляется при помощи анкерных шпилек. В местах прохождения шпилек в ребрах делаются специальные вырезы. Места контакта цилиндров и картера уплотняют прокладками.
Дата добавления: 2015-09-04; просмотров: 97 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Блок картер | | | Головки блока цилиндров |