Читайте также:
|
Кеңістік белгі түсірудің ерекшелігі: бір-біріне түрліше бұрыштармен түрліше жазықтықтарда жататын дайындаманың жеке беттеріне белгі түсіріледі және де осы беттердің өзара орналасу байланысы үшін де белгі түсіріледі.Арнайы белгі түсіру құралына:чертилка,кернер,белгі түсіру циркулі реймус жатады. Осы құралдармен бірге белгі түсіруде балға, белгі түсіру плитасы және түрліше көмекші құрылғылар: төсем, домкрат, т.б. жатады. Кеңістік белгі түсіру үшін негізгі құралдардың бірі−рейсмус. Олар параллель риска түсіру үшін және белгі түсіру плитасында детальдардың орналасқанын тексеру үшін қолданылады. Рейсмус (сурет1,д) 5 чертилкадан тұрады.
Ол 2 стойкаға 3 қамыт және 4 винт кӛмегіменбекітілген. Хомутик тірегіште қозғалады жәнекез-келген орында бекітуге болады. Чертилкавинт тесігінен өтіп, кез-келген кӛлбеулікпен орнатыла алады. Винт бұл кезде құлақты бұранда көмегімен бекітіледі. Рейсмус тірегіші алқаптық подставкі 1–ге бекітілген.
Дайындамаларға жазықтық және кеңістік белгі түсірулерді белгі түсіру плиталарында жүргізеді. Белгі түсіру плитасы − бұл шойын құймасы, оның беті және бүйір қырлары өте дәл өңделген. Кеңістік белгі түсіруде база болып өңделген беттер алынады, ал егер олар жоқ болса − алдағы уақытта өңделмейтін беттер алынады. Дайындамаға белгі түсіру алдында базалық бет Көмегімен белгі түсіру плитасына қояды. Рейсмуспен плита жазықтығына параллель барлық белгі түсіру сызықтарын жүргізеді, ал бұрыштық кӛмегімен − вертикаль сызықтар жүргізіледі. Кейін қалған белгі түсіру сызықтарын жасай береді және контурлық рисканы және тесік және дӛңгелектену центрлерін белгілейді. Бірдей детальдардың көп мӛлшерін дайындағанда шаблон бойынша белгі түсіру қолданылады. Шаблонды қалыңдығы 1,5 - 3мм болған қаңылтырлық материалдан дайындайды. Белгі түсіруде шаблонды дайындаманың белгі түсірілетін бетіне қояды және оның контуры бойынша чертилкамен риска жүргізеді. Кейін риска бойынша керн жүргізеді. Шаблон кӛмегімен болашақ тесіктердің центрлері белгіленіп алынуы мүмкін. Шаблонды қолдану дайындамаға белгі түсіруді біршама жылдамдатып және жеңілдетеді.
1.6.Технологиялық құжаттар
Жобаланған технологиялық ғамалиялар оларға арналған құжаттарды жасаумен бітеді.
Маршруттық карта (мемлекеттік стандарт 3.1404-74) бөлшекті жасау технологиялық ғамалиясының графикалық жұмыстарынан тұрады.
Операциялық карта (мемлекеттік стандарт 3.1404-79) бөлшекті жасау ғамалиясының талданған сипаттамаларынан тұрады.
Тұрқыны келесі технологиялық маршрут бойынша дайындайды:
1-ші операция – токарьлік. Тесу жұмыстары. Мәддені үш жұдырықты патронға қысады. Өңделгеннен база ретінде сыртқы беті мен тұйық беті алынады. Орталық тесікті үңгілеп жонады;
2-ші операция – токарьлік. Сыртқы беті мен тұжырымы өңделеді. Бір оправаға 10 мәддеден орнатады;
3-ші операция – фрезерлік. Көлденең фрезерлік станокта ойығы ойылады. Мұнда жонғыш аспап - фреза айналып тұрады да, өңделетін тұрқы дайындамасы ақырын жылжып отырады.
4-ші операция – тесу. Бұл операцияның еңбек сыйымдылығы жоғары болады.Көп сериялық өндірістерде жоғары өнімді станоктарды қолданылады;
Тұрықты өңдеу кезінде келесі техникалық шарттар орындалуы керек:
1.Тесіктерінің осьтерінің сәйкес келмеулігі, ең кіші шеңберінің шектерінің жартысына тең болуы керек;
2.Шеңберінің домалақтықтан ауытқулары шеңбердің шектерінен 0,3-0,5 аралығында болуы керек;
3.Тұйық беттердің тесіктерге қатынасының ауытқуы 0,05 мм аспауы керек;
4.Тік және көлденең осьтердің перпендикулярлықтан ауытқуы 100 мм-ге 0,015 мм аспауы керек;
5.Негізгі тесіктер 7 квалитетпен орындалып, кедір-бұдырлығы Ra = 0,4 - 1,6 мкм аралығында болуы керек;
6.Сыртқы беттерді, ПФ-115 эмалімен, ал қалған беттерін ФЛ-озк грунтын жағу керек.
1.8.Тұрқының технологиялық дайындау маршруты.
Тұрқыны механикалық өндеудің тізбектілігі.
005 Дайындама алу
Шойыннан жасалған тұрқының дайындамасын топырақ пішіндегі құю немесе кокильді қалыпқа құйылады, ал болаттан жасалғандардың дайындамасын топырақ пішіндегі қалыпқа құю. Тұрқы дайындамасы механикалық өңдеу алдында бірнеше дайындау операцияларынан өтеді.
010 Фрезерлеу (тарту)
Негізгі жазықтықты жартылай және қаралтым фрезерлеу (тарту) немесе жазықтықты ажарлаудың астындағы әдіппен (керек жағдайда)
Технологиялық база – өңделініп жатқан бетке параллель, өңделінбеген жазықтық. Жабдықтар:
- Бірсериялы және ұсақсериялы өңдірістерде – вертикальжоңғылайтын және сүргілейтін станоктар.
- Сериялы өңдірістерде – бойлай жоңғылау немесе бойлай сүргілеу станоктары.
- Көпсериялы өңдірістерде – барабан-фрезерлі немесе агрегатты- фрезерлі станоктар.
015 Тесу
Тесікті тесу және үңгіштеу(керек жағдайда).Технологиялық база– өңделген негізгі жазықтық.Жабдықтар:радиалды тесу немесе тесу (ЧПУ мен).
020 Фрезерлеу
Базалыққа параллель жазықтықтарды өңдеу.Технологиялық база – негізгі жазықтық пен екі дәл тесік. Жабдықтар: горизонталь тесу немесе кеңейте жону станогі.
030 Кеңейте жону
Негізгі тесіктерді кеңейте жону.Жабдықтар:
- Бірсериялыда – әмбебап горизонталь кеңейте жону станогі.
- Ұсақ және ортасериялыда - кеңейте жону станоктар (ЧПУ мен)
- Ірісериялыда – көпшпиндельді агрегаттық станоктар.
Ось аралық арақашықтықтардың дәлдігі мыналар арқылы жүзеге асырылады:
- Белгілеу (таңбалау) (± 0,1 мм,+ 0,5 мм-ге дейін);
- Жону (+ 0,02 мм-ге дейін);
- Горизонталь - кеңейтежону станогінде кординаталық кеулейжону (+ 0,02 мм-ге дейін);
- Кезеулеткіш пен қимаүлгімен өндеу (± 0,02 мм, ± 0,03 мм-ге дейін).
035 Тесу
Тесікті тесу және үңгіштеу (керек жағдайда).Технологиялық база – өңделген негізгі жазықтық. Жабдықтар: радиалды тесу немесе тесу (ЧПУ мен).
040 Жазық ажарлау
Негізгі жазықтықты ажарлау (керек жағдайда). Технологиялық база – базалық бетке параллель негізгі тесіктің беті немесе өңделген жазықтық. Жабдықтар: домалақ немесе тікбұрышты үстелді жазық ажарлау станогі.
045 Кеңейте жону
Негізгі тесікті жұқалап кенейте жону. Технологиялық база – базалық жазықтық пен екі тесік. Жабдықтар – алмазды - кенейте жону станогі.
Тұрқының технологиялық дайындай маршруты:
1. Дайындаманы үш жұдырықты патронға орналастыру. Дұрыстау. Бекіту.
2. Бүйіржақты тіліктеу 1.
3. Бүйіржақты центрлеу 1.
4. Тесікті кеулейжону 6.
5. Бетті жону 2.
6. Бүйіржақты тіліктеу 3.
7. Тетікті қайта орнату.
8. Бетті жону 4.
9. Бетті жону 4.
10.Тетікті вертикаль - бұрғылайтын білдектің іскеңжесіне қайта орнату.
11.Тетікті вертикаль - бұрғылайтын білдектің іскеңжесіне қайта орнату.
12. Тесік тесу 8.
13. Өлшемдерін тексеру.
14. Өлшемдерін тексеру.
4-кесте
Өңдеу маршруты
| Операциялар құрамы | Өндеу нобайы | Жабдықтар | Бақылау жабдығы | ||
| Дайындаманы үш жұдырықты патронға орналастыру. Дұрыстау. Бекіту. | 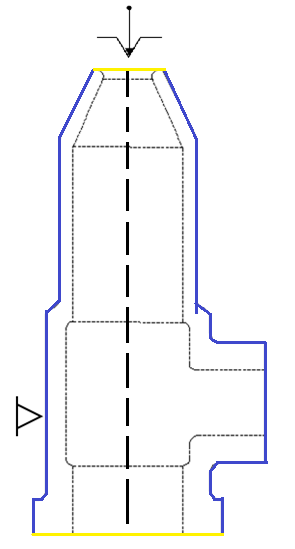
| Жону-бұрамкескіш станогі | Штангель-циркуль Шц-1 (0-320) ГОСТ 166-63, | ||
| Бүйіржақты тіліктеу 1. | 
| Жону- бұрамкескіш станогі мен ЧПУ 16К20Ф3 | Калибрлер, шаблондар, штангель-циркуль Шц-1 (0-320)ГОСТ 166-63, синусты сызғыш ГОСТ 4046-61 | ||
| Бүйіржақты центрлеу 1 | 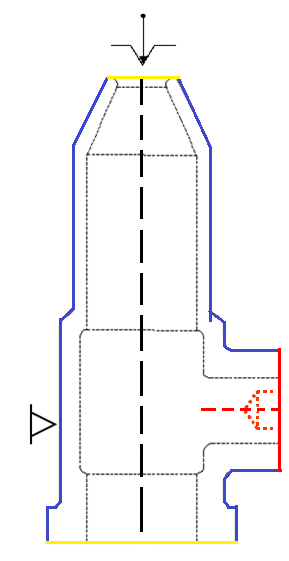
| Фрезерлі-центрлеуші МР-71М | Штангель-циркуль Шц-1 (0-320) ГОСТ 166-63, калибр және пробка | ||
| Тесік тесу 6. | 
| Тесу станогі | Штангель-циркуль Шц-1 (0-320) ГОСТ 166-63 | ||
| Тесікті кеулейжону 6. | 
| Координатты – кеулейжонғыш 2А450 | Шц1(0-125мм) ГОСТ166-80, калибрлер | ||
| Бетті жону 2 | 
| Координатты – кеулейжонғыш 2А450 | Шц1(0-125мм) ГОСТ166-80, калибры | ||
| Бүйіржақты тіліктеу 3 | 
| Жону- бұрамкескіш станогі мен ЧПУ 16К20Ф3 | Калибры, шаблоны, штангель-циркуль Шц-1 (0-320) ГОСТ 166-63, синусты сызғыш ГОСТ 4046-61 | ||
| Тетікті қайта орнату. | 
| ______ | ______ | ||
| Тетікті қайта орнату. | 
| ______ | ______ | ||
| Бүйіржақты тіліктеу 1. | 
| Жону- бұрамкескіш станогі мен ЧПУ 16К20Ф3 | Калибрлер, шаблондар, штангель-циркуль Шц-1 (0-320)ГОСТ 166-63, синусты сызғыш ГОСТ 4046-61 | ||
| Бүйіржақты центрлеу 1 | 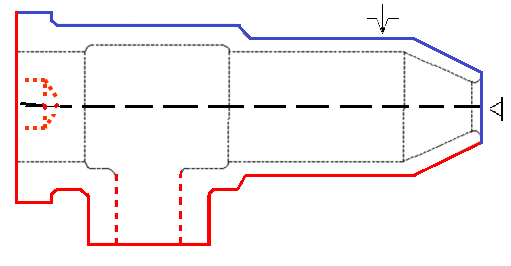
| Фрезерлі-центрлеуші МР-71М | Штангель-циркуль Шц-1 (0-320) ГОСТ 166-63, калибр және пробка | ||
| Тесік тесу 6. | 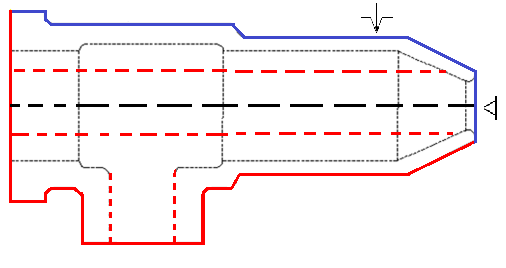
| Тесу станогі | Штангель-циркуль Шц-1 (0-320) ГОСТ 166-63 | ||
| Тесікті кеулейжону 6. | 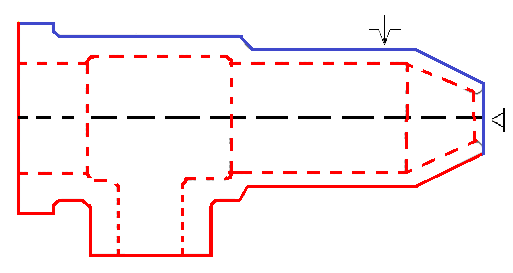
| Координатты – кеулейжонғыш 2А450 | Шц1(0-125мм) ГОСТ166-80, калибрлер | ||
| Тетікті қайта орнату. | 
| Верстак | |||
| Бүйіржақты тіліктеу 3 | 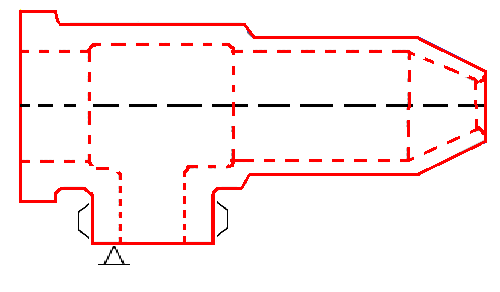
| Жону- бұрамкескіш станогі мен ЧПУ 16К20Ф3 | Калибры, шаблоны, штангель-циркуль Шц-1 (0-320) ГОСТ 166-63, синусты сызғыш ГОСТ 4046-61 | ||
Дата добавления: 2015-10-13; просмотров: 888 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Юмен, қақтаумен және штамптаумен алынған дайындамалардан бұйымдар дайындау. | | | Ндеу уақыттары және олардың құрамдары |