Читайте также:
|
В процессе изготовления отливки (рисунок – 5) самой трудоёмкой стадией является изготовление песчаной формы. В связи с этим в условиях серийного производства однотипных изделий требуется механизация и автоматизация операций изготовления песчаных литейных форм. Некоторые приёмы изложены ниже.
1. В массовом производстве применяют м еталлические модельные плиты, изготавливаемые вместе с моделями для отливки и литниками. Эти модельные плиты могут быть односторонними (для формовки половины формы) или двухсторонними (рисунок 9). Их применение позволяет обеспечить большую точность и хорошее качество поверхности отливки и значительно повышают производительность.
2. Механическое уплотнение формовочной смеси, которое осуществляется различными способами (рисунок 10), в зависимости от размера и сложности модели. Механизация процесса наполнения опоки и уплотнения в ней формовочной смеси осуществляется также с помощью пескомётов, которые забрасывают куски формовочной смеси в опоку.
3. Безопочные литейные формы – рисунок 11.
5. Механическое удаление модели из формы при её вибрации – рисунок 12.
4. Автоматическая выбивка отливок из формы.
В крупносерийном производстве используются полуавтоматические поточные линии – рисунок 13.

а б
а – односторонние; б – двусторонние;
1 – модельная плита; 2 – литник; 3 – модель; 4 – опока
Рисунок 9 – Металлические модельные плиты

а – уплотнение моделью снизу; 1 – модель; б – уплотнение резиной; 1 - резина
в – уплотнение диафрагмой; 2 - диафрагма
г – уплотнение колодкой сверху; 1 – колодка; 2 – наполнительная рамка;
3 – опока; 4 – модельная плита; д – дифференциальное уплотнение
Рисунок 10 – Методы механического уплотнения формовочной смеси
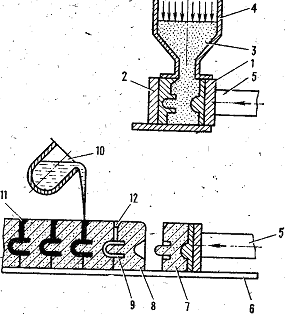
1, 2 – модельные плиты; 3 – формовочная смесь; 4 – резервуар; 5 – плунжер для прессования формовочной смеси; 6 – плита; 7 – уплотнённая полуформа; 8 – предыдущая полуформа; 9 – полость формы; 10 –ковш с расплавом; 11 – отливка;
12 – литниковая система
Рисунок 11 – Формовочная автоматическая линия

а – штифтовой подъём опоки; б – через протяжную плиту вниз; в – поворотной плитой; 1 – модель; 2 – опока; 3 – штифты; 4 – модельная плита
Рисунок 12 – Способы механического удаления модели из формы

1 – заливочная площадка; 2 – ковш с расплавом; 3 – монорельс для транспортировки ковша; 4 – форма; 5 – трапы для подачи собранных форм; 6 – тележки конвейера для подачи собранных форм; 7 – подъёмник для снятия форм; 8 – выбивная машина для извлечения отливок; 9 – транспортёр для перемещения выбитой смеси в смесеприготовительное отделение; 10 – охладительный кожух; 11 – привод; 12 – рельсы конвейера
Рисунок 13 – Горизонтально-замкнутый конвейер
Дата добавления: 2015-09-05; просмотров: 151 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Заливка расплава | | | Изготовление крупногабаритных отливок |