Читайте также:
|
Из формовочных смесей изготавливают песчаные формы, а из стержневых – стержни. В состав формовочных и стержневых смесей входят: кварцевый песок, глина, вода, связующие материалы и специальные добавки (синтетические и естественные смолы). Эти смеси должны отвечать определённым требованиям:
- пластичность – обеспечивает получение в форме хорошего отпечатка модели;
- газопроницаемость – способность формы и стержней пропускать газы благодаря своей пористости. Газы выделяются из формовочной и стержневой смеси при заливке расплава в форму, а также содержатся в расплавленном металле. При низкой газопроницаемости возникает брак по газовым раковинам. Чем крупнее форма, тем больше должна быть газопроницаемость;
- газотворность – способность формовочной смеси выделять газы при нагревании. Газотворность необходимо по возможности снижать;
- прочность – способность смеси и формы выдерживать внешние нагрузки. Форма не должна деформироваться и разрушаться при изготовлении, транспортировке и заливке расплава;
- противопригарность – способность смеси и формы не спекаться и не сплавляться с расплавленным металлом;
- огнеупорность – зёрна формовочной смеси не должны оплавляться, размягчаться или спекаться под действием высоких температур металла, заливаемого в форму;
- однородность – обеспечивается равномерным распределением составляющих компонентов по всему объёму и однородностью размеров песчинок, что обеспечивает постоянство свойств по всему объёму формы. Однородность смеси обеспечивает ей высокую газопроницаемость и прочность;
- податливость – способностью немного уменьшаться в объёме под действием сжимающих сил, которые возникают при усадке металла. При низкой податливости формы (особенно во внутренних полостях отливки) в металле могут возникнуть большие напряжения и образоваться трещины;
- долговечность – способность формовочной смеси сохранять свои первоначальные свойства при многократном использовании.
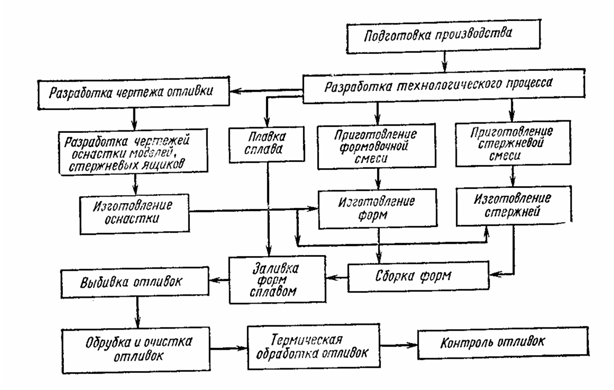
Рисунок 5 – Схема технологического процесса изготовления отливки методом литья в песчаную форму
Формовочные и стержневые смеси изготавливают по определённому рецепту. Как правило, смеси используются многократно – оборотные смеси, а к ним добавляют свежие порции.
Различие между формовочной и стержневой смесью обусловлено тем, что стержень работает в более жёстких условиях, так как он со всех сторон окружён расплавленным металлом. В связи с этим, стержень должен обладать большей прочностью, газопроницаемостью и противопригарностью. Этого добиваются, вводя специальные добавки.
Дата добавления: 2015-09-05; просмотров: 124 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Затвердевание отливки в литейной форме | | | Изготовление литейной формы |