|
Читайте также: |
Литейный сплав расплавляют в плавильных печах. Ориентировочно принимается следующая температура заливки расплава: сталь 1500 – 1600оС, ковкий чугун 1380 – 1450оС, серый литейный чугун 1260 – 1400оС, бронзы 1100 – 1150оС, алюминиевые сплавы 700 – 780оС, магниевые сплавы 680 – 780оС. Температура заливки зависит от толщины стенок изделия: чем меньше толщина стенки, тем выше температура. Заливка осуществляется с помощью ковша.
При заливке форма подвергается давлению жидкого металла, который стремиться приподнять верхнюю опоку, что может привести к образованию щели и выливанию расплава. Для предотвращения этого полуопоки скрепляют скобами или сверху кладут груз.
После затвердевания сплава и его охлаждения отливку из формы удаляют (выбивают), а форму разрушают. Затем выбивают стержни, обычно это делают на вибрационных установках или струёй воды под высоким давлением (250 – 1000 кПа).
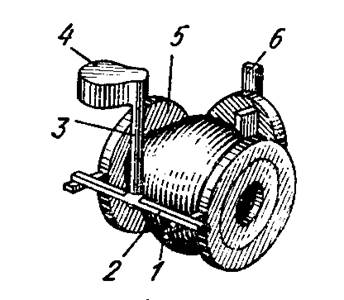

Рисунок 7 – Стержневой ящик
1 – питатель; 2 – шлакоулави-
тель; 3 – стояк; 4 - литниковая
чаша; 5 – отливка; 6 – выпор
Рисунок 8 – Литниковая система
(подвод металла сбоку)
Литниковую систему отбивают (чугун), отпиливают или удаляют газовой резкой (сталь, цветные сплавы). Затем идёт стадия очистки отливок от пригоревшей формовочной смеси и заусенцев. Эта операция может осуществляться различными методами:
1. Дробемётная или дробеструйная обработка – на столах, в барабанах или в камерах отливки обдуваются в течение 15 – 20 минут высокоскоростной струёй стальной или чугунной дроби.
2. Очистка гидравлической или пескогидравлической струёй – осуществляется струёй воды с песком под давлением 35 атм.
Остатки питателей и заусенцы обдирают абразивными кругами или на обрезных прессах.
Последней операцией перед выходным контролем является термообработка готовых изделий. Она обычно необходима, так как отливки часто имеют крупнозернистое строение, ликвационные зоны, неоднородное распределение легирующих элементов и неметаллических включений, что снижает механические свойства. (Виды термообработки рассматривались ранее в разделе «Материаловедение»).
Дата добавления: 2015-09-05; просмотров: 132 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Изготовление литейной формы | | | Механизация изготовления песчаных литейных форм |