|
Читайте также: |
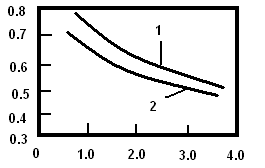
| Твердость по маятниковому прибору |
Рис. 27. Зависимость твердости лаковой пленки от расстояния между покрытием
и УФ-излучателем:
1 - верхняя сторона лаковой пленки; 2 - нижняя сторона лаковой пленки
Результаты испытаний подтвердили тот факт, что фотоинициирование имеет низкую энергию активации. Поэтому скорость полимеризации практически не зависит от температуры, а интенсивность УФ-облучения в обоих случаях достаточна для образования числа свободных радикалов, необходимого для реакции полимеризации. На практике для каждой лаковой и фотоинициирующих систем следует определять оптимальное расстояние от УФ-излучателя до отверждаемой поверхности.
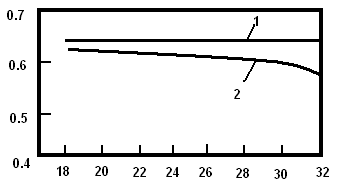
На рис. 28 показано влияние продолжительности УФ-облучения на качество лаковой пленки. Чем выше скорость конвейера, тем меньше длительность облучения. Ход кривых показывает, что в исследуемом интервале времени твердость пленки возрастает, что свидетельствует о том, что за это время полное отверждение не произошло.
| Твердость по маятниковому прибору |
Расстояния между покрытием и УФ-излучателем, см
Рис. 28. Зависимость твердости лаковой пленки от длительности облучения:
1-верхняя сторона пленки; 2-нижняя сторона пленки
На рис. 29 показано влияние качества покрытия от концентрации мономера. Приведенные кривые показывают, что твердость пленки возрастает с увеличением концентрации мономера (стирола) примерно до 40…50 %, затем значение твердости резко снижается. Это свидетельствует о том, что при большом содержании стирола начинает преобладать не реакция его сополимеризации с ненасыщенным полиэфиром, а увеличивается вероятность реакции радикалов мономера с его молекулами, т.е. гомополимеризация с образованием полистирола. Наблюдаемое при содержании стирола 58 % снижение твердости верхней стороны пленки по сравнению с твердостью нижней стороны объясняется ухудшением способности смол к отверждению на воздухе при более высоком содержании мономера. Дальнейшее увеличение содержания мономера приводит к неполному отверждению пленки и образованию липкой поверхности.
| Твердость по маятниковому прибору |
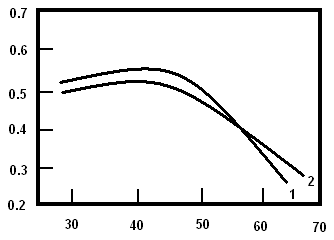
Концентрация стирола,%
Рис. 29. Зависимость твердости лаковой пленки от концентрации стирола:
1 - верхняя сторона лаковой пленки; 2 - нижняя сторона лаковой пленки
Максимальная твердость наблюдается при концентрации стирола в диапазоне 33... 46 %. Это свидетельствует о том, что такое Количество мономера в системе соответствует оптимальному соотношению сополимеризации и гомополимеризации. При таком соотношении мономера и ненасыщенной полиэфирной смолы возникающие под влиянием УФ-излучения радикалы мономера реагируют с двойными связями Молекул смол активнее, чем с молекулами мономера.
Кислород воздуха, как известно, оказывает ингибирующее действие на процесс полимеризации лака, так как свободные радикалы, возникающие на поверхности лакового покрытия,'прежде всего реагируют с молекулами кислорода, являющимися активными бирадикалами, а не с двойными связями С=С полиэфирной смолы. Для снижения эффекта ингибирования применяют полиэфирные смолы, модифицированные алилэфирными группами, наличие которых снижает ингибирующее действие кислорода. Поэтому для УФ-отверждения все в больших количествах применяются беспарафиновые полиэфирные лаки, после отверждения которых не требуется шлифования и полирования образующейся пленки.
Более высокоэффективным методом УФ-отверждения лакокрасочных покрытий является метод импульсно-лучевой сушки (IST). При IST-отверждении проводится ультрафиолетовое излучение исключительно высокой мощности, испускаемое короткими импульсами. Впервые такую систему отверждения полиэфирных лаков разработала фирма "Хильдебранд". Импульсные ртутные лампы снабжены электронным управлением. Разряд длится всего 1/5 мс, затем следует пауза длительностью 1/100 с. Реакция полимеризации вначале возникает на поверхности лакового покрытия, в результате чего образуется тонкая пленка, закрывающая всю площадь лакового покрытия. В связи с этим исключается ингибирующее действие кислорода воздуха, поэтому при IST-сушке в лаки не добавляют всплывающих добавок. Длительность облучения составляет 5…10 с.
Разработка лакокрасочных материалов ультрафиолетовой сушки проводится за рубежом и в СССР. Созданы различные рецептуры полиэфирных лаков (парафинсодержащих и беспарафиновых), грунтовок и шпатлевок фотохимического отверждения. Эти лаки применяются для получения глянцевых и матовых покрытий различной толщины, широко известны лакокрасочные материалы УФ-сушки зарубежных фирм: Щтольлюкс-Хай-Солид-Г 1117, Штольлюкс-Г 1117, Штольлюкс-Д 1131 фирмы "Штольлак" (Австрия), высоковязкая грунтовка 51520-0/0215, низковязкие грунтовки 50604-0/0000, 50600-0/0000, лаки 53308-5/0000, 53006-1/0000, 5308-6/0000, 53308-5/0000, 53225-7/0000 и др. фирмы "Фоттелер" (ФРГ); высоковязкая грунтовка 349702, низковязкая грунтовка 349771, лак 349648 фирмы "Рейххольд-Хеми" (Австрия) и т.д.
ВНПО "Спектр" совместно с ВПКТИМом разработал отечественные лакокрасочные материалы УФ-сушки: низковязкую грунтовку ПЭ-0243, высоковязкую грунтовку ПЭ-0211 и лак ПЭ-2136 для получения высокоглянцевого покрытия. Рецептура грунтовки ПЭ-0243 разработана ПМО "Кубань" ВПМО "Центромебель".
Лак ПЭ-2136 (ТУ 6-10-2090 -87). Полуфабрикат лака - раствор ненасыщенной полиэфирной смолы в стироле с добавкой поверхностно-активного вещества 167-174 (ТУ 6-02-1236-62). В качестве фотосенсибилизатора использована двухкомпонентная система "Игракур" (Швейцария) и ускоритель № 30 в соотношении 100:1. Лак наносится наливом. Показатели лака приведены ниже.
| Условная вязкость полуфабрикатного лака при температуре 20 ± 0,5 °С по вискозиметру ВЗ-246 с диаметром сопла 4,000 ±0,015 мм, с | 55…70 |
| Массовая доля нелетучих веществ полуфабриката лака, % | 64…68 |
| Жизнеспособность рабочего раствора Отосле смешения с ускорителем), ч | не менее 96 |
| Длительность высыхания до степени 3 под лампами УФ-сушки с удельной мощностью 80 Вт/см, с | не более 20 |
| Блеск покрытия по прибору ФБ-2, % | не менее 65 |
| Твердость покрытия по маятниковому прибору типа М-3, усл. ед | не менее 0,5 |
| Гарантийный срок хранения полуфабриката лака и ускорителя № 3, мес. со дня изготовления |
Грунтовка ЙЭ-0211 (ТУ 6-10-2000-85) представляет собой суспензию аэросила в растворе ненасыщенной полиэфирной смолы в стироле с целевыми добавками. Предназначена для грунтования поверхности древесины вальцовым методом под лакирование, а также как самостоятельное покрытие. Отверждение в течение 10... 12 с проводится в зоне ультрафиолетового излучения с последующим шлифованием или без него. Показатели грунтовки приведены ниже.
| Плотность грунтовки и образующейся пленки, г/см3 | 1,15 |
| Внешний вид грунтовки | Однородная вязкая масса |
| Внешний вид покрытия после отверждения | Без пузырей, трещин и механических включений |
| Массовая доля нелетучих веществ, % | 74 ± 2 |
| Длительность отверждения до степени 3 под лампами УФ-излучения с удельной мощностью 80 Вт/см, с | не более 12 |
| Стойкость покрытия при температуре -40±2°С, ч | не менее 10 |
Грунтовка ПЭ-0211 огнеопасна, пары стирола, входящего в ее состав могут образовывать в зоне рабочего помещения взрывоопасные концентрации. Токсичность грунтовки определяется свойствами входящего в ее состав стирола.
Стирол — вещество умеренно токсичное. Действует на кроветворные органы и центральную нервную систему, раздражает слизистые оболочки глаз, верхние дыхательные пути, кожу.
Грунтовка должна храниться при температуре не выше 25°С и влажности воздуха 60 ± 10 %. Недопустимо воздействие солнечных лучей и влажности воздуха. Гарантийный срок хранения — 3 мес со дня изготовления.
Грунтовка ПЭ-0243 (ТУ 6-10-11-550-34-86) представляет собой однокомпонентную суспензию аэросила в растворе ненасыщенной полиэфирной смолы с целевыми добавками. Плотность грунтовки 0,95…1,1 г/см3. Наносится вальцовым методом на поверхность щитовых элементов, облицованных натуральным шпоном или пленками на основе пропитанных бумаг, загрунтованных высоковязкой грунтовкой (ПЭ-0211 или аналогичными импортными грунтовками), имеет к ней хорошую адгезию.
Грунтовка ПЭ-0243 должна соответствовать следующим требованиям. Внешний вид — однородная непрозрачная жидкость без механических включений, вязкость по вискозиметру ВЗ-4 с диаметром сопла 6,000 ± 0,025 мм при температуре (20,0 + 0,5) °С 55... 80 с. Массовая доля нелетучих веществ должна быть в пределах 64 ± 2 %. Расход при одноразовом нанесении (без учета потерь) 20... 70 г/м2. Продолжительность отверждения в зоне УФ-сушки 6 с. Твердость грунтового покрытия по прибору М-3 не менее 0,45 усл. ед.
В грунтовку ПЭ-0243 входят следующие компоненты: лак ПЭ-0130А, стирол, аэросил АДЭГ-300, Диспербик, „Дарокур 1173". Гарантийный срок хранения — 4 мес, после этого необходим контроль показателей. В случае соответствия их требованиям может быть использована в производстве. Грунтовку ПЭ-0243 наносят на вальцовом станке с расходом 20... 70 г/м2.
На Краснодарском ПМО "Кубань" взамен импортного полиэфирного грунта УФ-сушки 50600/0000 фирмы "Фоттелер" были разработаны рецептуры грунтовок на отечественных компонентах следующего состава, мас. ч.
| Высоковязкий грунт ПЭ-0211 (ТУ 6-10-2000-85) | |||
| Полуфабрикатный лак ПЭ-265 (ТУ 6-10-1445-80) или ПЭ-246 (ТУ 6-10-791-79) | |||
| Сенсибилизатор "Дарокур 1179" или "Игракур" | – | – | 0,09 |
Техническая характеристика грунтовки
| Вязкость при температуре 20 °С по вискозиметру диаметром 8 мм, с | 14…17 | 22…25 | |
| Плотность при температуре 20 С, г/см3 | 1,10 | 1,11 | 1,10 |
| Твердость пленки при высыхании по прибору М-3, усл. ед. | Не менее 0,5…0,6 | ||
| Длительность сушки пленки толщиной 30…50 мкм под УФ-излучателями НОК-14, с | 12…13 | 9…10 |
Как уже указывалось, ультрафиолетовая сушка может быть применена и для отверждения покрытий с применением отечественных лаков ПЭ-246 и ПЭ-265. Рецептурный состав, мае. ч., с использованием полу-фабрикатных лаков ПЭ-246 и ПЭ-265 приведен ниже.
| Для первой головки машины | Для второй головки машины | ||
| Полуфабрикатный лак ПЭ-246 | Полуфабрикатный лак ПЭ-246 | ||
| Ускоритель № 30 | 1,3 | Отвердитель (циклонокс) | 12…15 |
| 10 %-ный раствор диамета-х | Бутилацетат | ||
| 50 %-ный раствор фотосенсибилизатора „Игрокур 651" („Дарокур 1176" и т.п.) в стироле или толуоле | 50 %-ный раствор фотосенсибилизатора „Игрокур 651" („Дарокур 1176"и т.п.) | ||
| 3 %-ный раствор парафина в стироле | 10 %-ный раствор диамета-х в основе лака | ||
| 5 %-ный раствор парафина В 5 в толуоле | 1,5 | Полуфабрикатный лак ПЭ-265 | |
| Полуфабрикатный лак ПЭ-265 | Отвердитель гипериз | ||
| Ускоритель № 31 | 1,3 | Бутилацетат | |
| 3 %- ный раствор парафина в стироле | 50 %-ный раствор фотосенсибилизатора „Игрокур 651" („Дарокур 1176" и т.п.) | ||
| 5 %-ный раствор парафина В 5 в толуоле | 1,5 | 10 %-ный раствор диамета-х в основе лака | 10…12 |
| 50 %-ный раствор фотосенсибилизатора „Игрокур 651" („Дарокур 1176" и т.п.) |
Внедрение этих лаковых композиций позволяет сократить технологический цикл отделки от нанесения лаков до укладывания деталей в стопы с 2…3 ч до 5 мин, высвободить производственные площади и улучшить санитарно-гигиенические условия производства.
ОБОРУДОВАНИЕ И ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС УЛЬТРАФИОЛЕТОВОГО ОТВЕРЖДЕНИЯ
В качестве источника ультрафиолетового излучения используют газоразрядные лампы. Вместе с блоком включения, обеспечивающим их зажигание и нормальный режим работы, они образуют пускорегулирующий аппарат (ПРА).
Для фотохимического отверждения полиэфирных лаков применяют ртутные лампы низкого (люминесцентные) и высокого (ртутно-кварцевые) давления. Коэффициент полезного действия люминесцентных ламп не превышает 20 %, при работе они нагреваются до 35…45 °С, вследствие чего их называют холодными излучателями. Оптимальная температура их эксплуатации 15…25°С. Для отверждения полиэфирных покрытий эффективно применение ламп, испускающих поток световой энергии с длиной волн в диапазоне 310…380 нм. Обычно лампы низкого давления применяют для желатинизации лакокрасочных покрытий.
Лампы высокого давления обеспечивают интенсивность облучения в диапазоне длины волн 310… 380 нм в 20 раз большую, чем люминис-центные лампы. Трубки этих ламп изготовлены из тугоплавкого прозрачного кварцевого стекла. При работе этих ламп температура окружающей среды должна быть в пределах 400 °С, при низких температурах они работают как лампы низкого давления.
По данным фирмы "Штольлак", 70 % излучения ртутных ламп составляют инфракрасные лучи, оказывающие неблагоприятное воздействие на технологическую установку и окружающую среду, 30 % составляют ультрафиолетовые лучи, лишь 8 % общего излучения вызывает срабатывание фотоинициаторов в лаке. Эти 8 % представляют собой ультрафиолетовое излучение в диапазоне длины волн 315…380 нм. Из этого следует, что в случае использования обычных, даже самых мощных УФ-излучателей лишь небольшая доля генерируемой энергии, поглощается молекулами отверждаемого материала. Поэтому интенсифицировать процесс фотохимического отверждения с применением обычных ртутных ламп не представляется возможным из-за сильного нагрева покрытий и поверхности деталей.
При использовании УФ-облучения для отверждения лакокрасочных покрытий с применением в качестве основы лаков ПЭ-246 и ПЭ-265 лучшие результаты получаются при применении люминесцентных ламп на всех стадиях формирования покрытия, так как при этом не происходит сильный нагрев покрытия. При использовании ртутно-кварцевых ламп высокого давления необходимы фильтры, поглощающие излучаемые инфракрасные лучи.
В настоящее время в СССР и за рубежом выпускается большой ассортимент ртутных ламп. Как отмечалось, для фотохимического отверждения полиэфирных покрытий пригодны лампы, максимум светового потока излучения которых находится в диапазоне длин волн 310…380 км. Из отечественных ламп низкого давления наиболее эффективными являются лампы ЛУФ (ГОСТ 6825-74), максимум излучения которых лежит в диапазоне длин волн 340... 380 нм, т.е. в области поглощения полиэфирными материалами.
Из отечественных ртутно-кварцевых ламп высокого давления для фотохимического отверждения лакокрасочных покрытий пригодны лампы ДРТ (ДРТ-1000, ДРТ-2500, ДРТ-4000-04). ВПО "Светотехника" выпускает лампы ДРТ-12000, которые пригодны для замены импортных ламп НОК-14 в линиях "Дюрр" (ФРГ).
Эффективное время работоспособности ламп не зависит от износа электродов и механической прочности кварцевой трубки, а определяется исключительно потерями ртути. Пары ртути при нагревании лампы перемещаются на поверхность и внутрь кварца лампы. Чем выше нагрев, тем быстрее уменьшается количество ртути в трубке. Если ртутно-кварцевая лампа постоянно работает при высоких температурах, то работоспособность ее уменьшается гораздо быстрее, чем при работе в нижнем пределе оптимального диапазона температур. Оптимальный диапазон температур 500... 600°С; более высокий нагрев должен предотвращаться путем охлаждения.
По данным фирмы "Штольлак", люминесцентные лампы через 2000 ч работы могут терять до 35 % первоначальной мощности. Мощность ртутно-кварцевых ламп после 1000 ч работы независимо от рабочей температуры падает в среднем на 10 %. При правильно организованном режиме охлаждения работоспособность ртутно-кварцевых ламп составляет не менее 3000 ч.
Отверждение лакокрасочных покрытий под действием ультрафиолетового излучения проводится в специальных сушильных камерах, оснащенных ультрафиолетовыми излучателями. В камерах предусмотрена вентиляционная система, которая служит для охлаждения облучателей и удаления из рабочей зоны паров растворителей и озона, образующихся при работе облучателей.
В зависимости от требований технологического режима в конструкциях камер предусмотрены отдельные зоны, особенно необходимые при отверждении парафинсодержащих полиэфирных лакокрасочных материалов: зона предварительной выдержки для удаления воздуха из покрытия и образования поверхностной парафиновой пленки; зона предварительной желатинизации с ртутными лампами низкого давления; зона отверждения покрытия с ртутно-кварцевыми лампами высокого давления; зона охлаждения покрытий с интенсивным обдувом холодным воздухом.
Сушильные камеры ультрафиолетового облучения имеют большую производительность, обусловленную высокой скоростью отверждения покрытий, что делает возможными высокие скорости подачи деталей — не менее 5…10 м/мин, в зависимости от способа нанесения лакокрасочных материалов (вальцового или наливом). Они занимают значительно меньшую площадь, чем камеры температурного нагрева (конвекционные и ИК-сушки). Камеры УФ-отверждения лакокрасочных покрытий различной производительности выпускают многие зарубежные фирмы: "Тромаг", "Шредер", "Хильдебранд", "Дюрр" и др. (ФРГ), "Чефли" (Италия) и т.д.
Камеры фотохимического отверждения по способу 1ST аналогичны камерам обычного УФ-облученйя, Но имеют меньшую рабочую зону, так как отверждение протекает быстрее. Кроме того, нагрев покрытия практически не происходит, поэтому не нужна зона охлаждения. Образующиеся покрытия не требуют облагораживания.
Отечественные сушильные камеры с использованием ультрафиолетового излучения МИЛ-2 серийно выпускаются Костромским ЗДС. Камера предназначена для ультрафиолетовой сушки низко- и высоковязких грунтовок и тонкослойных лаковых покрытий, нанесенных на поверхность мебельных щитов.
В состав излучателей входят ртутно-кварцевые лампы высокого давления и специальные отражатели, обеспечивающие направленность излучения. С помощью электрических приборов контролируют силу тока в лампах УФ-излучения, температуру на излучателях, длительность работы ламп, давление в системе вентиляции. Камера разделена на два блока: в первом по ходу конвейера — один излучатель, во втором — два.
Техническая характеристика камеры МИЛ-1.
| Размеры обрабатываемых деталей, мм, не более: | |
| ширина | |
| толщина | |
| Число установленных излучателей | |
| Скоростыюдачи, м/мин | 3…18 |
| продолжение | |
| Напряжение питания, В | |
| Частота тока, Гц | |
| Потребляемая мощность, кВт | 36,2 |
| Расход воздуха, м3/ч: | |
| в приточной вентиляции | |
| в вытяжной вентиляции | |
| Габаритные размеры, мм: | |
| длина | |
| ширина | |
| высота | |
| Масса, кг |
Серийный выпуск пускорегулирующей аппаратуры ГК 6000Н26-001М, облучателей РВП02-12000-001УХЛ4 организован СПО "Светотехника".
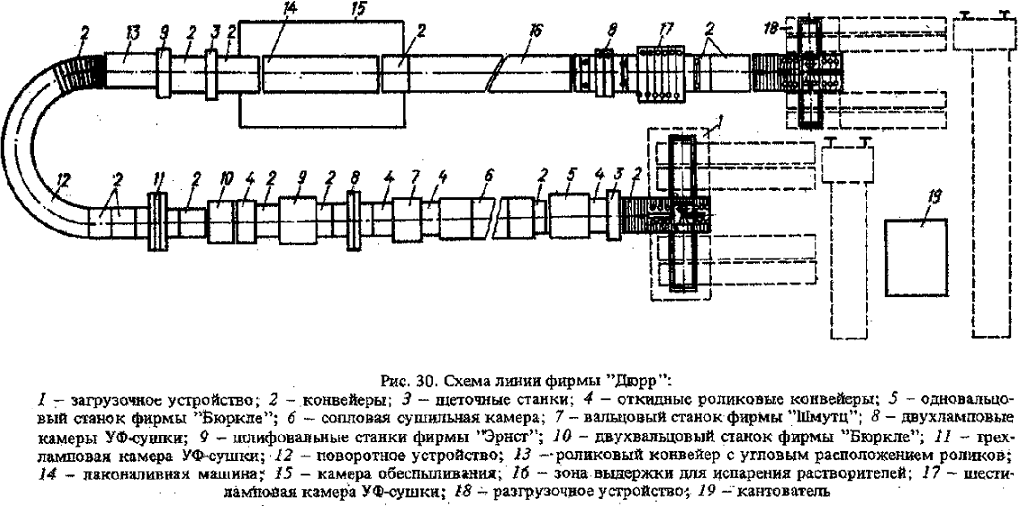
Процесс отделки мебельных деталей лакокрасочными материалами УФ-отверждения в настоящее время полностью механизирован и производится на линиях, укомплектованных специальным оборудованием. Такие линии выпускаются многими зарубежными странами. На мебельных предприятиях Минлеспрома СССР в настоящее время работают модернизированные линии фирмы "Лигнакон", "Хильдебранд" и "Дюрр". На этих линиях получают глянцевые закрытопористые покрытия с последующим облагораживанием и не требующие облагораживания, а также матовые тонкослойные покрытия.
На рис. 30 приведена схема линии фирмы "Дюрр". Для нанесения высоковязких и ниэковязких грунтов применяются вальцовые лаконано-сящие станки. Линия оснащена шлифовальными станками проходного типа, двухголовочной (щелевой) двухскоростной лаконаливной машиной и тремя камерами УФ-сушки. В состав линии входят загрузочное и разгрузочное устройство и кантователь.
ВНПОмебельпромом спроектированы и изготовлены с использованием серийного оборудования линии Л01 и Л02 для отделки мебельных щитов лакокрасочными материалами УФ-сушки.
Отечественные линии с применением УФ-сушки оснащаются серийно выпускаемыми камерами ультрафиолетовой сушки МИЛ-2, пускорегулирующей аппаратурой ГК6000Н26-001М, облучателями РВПО2-12000-001УХЛ4 и лампами ДРТ-12000. Эти линии комплектуются вальцовыми лаконаносящими станками для тонкослойной отделки и шлифовальными станками проходного типа для тонкого шлифования лакокрасочных покрытий.
Процесс отделки мебельных щитов лакокрасочными материалами в общем виде состоит из последовательных операций подготовки отделываемой поверхности, нанесения и ускоренного отверждения лаковых покрытий. Подготовка поверхности к лакированию включает нанесение вальцовым методом высоковязких и низковязких грунтовок УФ-отверждения и их шлифование.
Технологический режим лакирования модифицированными парафин-содержащими лаками (ПЭ-246, ПЭ-265) с последующим облагораживанием на модернизированной линии фирмы "Лигнокон" приведен ниже.
| Температура рабочих составов лака, С | 20... 23 |
| Вязкость состава по ВЗ-4, | |
| для первой головки | 30... 40 |
| для второй головки | 18... 22 |
| Расход рабочего состава лака, г/м2 | |
| из Первой головки | 320 ± 10 |
| из второй головки | 85 ± 5 |
| Длительность выдержки для испарения растворителей, с | 90... 100 |
| Скорость конвейера в зоне выдержки, м/мин | 4... 5 |
| Температура, С: | |
| в зоне выдержки | 30... 40 |
| в зоне желатинизации | 55... 60 |
| Степень желатинизации лака перед УФ-сушкой | полная |
| Число ламп в камере УФ-сушки | |
| Скорость конвейера в камере УФ-сушки, м/мин | 6... 7 |
| Сила тока в камере УФ-сушки, А | 6,2 |
Технологический процесс отделки глянцевым ПЭ-лаком без последующего облагораживания внедрен та головном предприятии ПМО "Москва" на линии фирмы "Дюрр". Он включает: удаление пыли с поверхности деталей, крашение грунтовкой НЦ-0140 вязкостью 12... 13 с по ВЗ-4; нанесение высоковязкого грунта в количестве 25... 30 г/м2; сушку при температуре 80... 85 °С в течение 1 мин; сушку под двумя лампами УФ-излучения в течение 3,8 мин; нанесение низковязкого грунта 50... 70 с по ВЗ-8 в количестве 60... 70 г/м2; сушку под двумя лампами УФ-излучения в течение 5,7 с; удаление пыли; первое нанесение лака вязкостью 50... 68 с по ВЗ-4 в количестве 190 г/м2; выдержку в зоне для испарения растворителей при температуре 40…60°С в течение 1,5 мин; сушку под пятью лампами УФ-излучения в течение 9,5 мин; шлифование лаковой пленки шкуркой № М63 на бумажной основе; удаление ныли; второе нанесение лака вязкостью 50... 68 по ВЗ-4 в количестве 190 г/см2; выдержку в зоне для испарения растворителей при температуре 40... 60 °С в течение 1,5 мин; сушку под шестью лампами УФ-излучения в течение 11,4 мин.
Технологический процесс матовой открытопористой отделки внедренный на головном предприятии ПМО "Москва" на линии фирмы "Дюрр" включает следующие операции: удаление пыли; крашение грунтовкой- НЦ-0140 вязкостью 12... 13 с по ВЗ-4; сушку при температуре 80.:. 85 °С в течение 1 мин; нанесение высоковязкого грунта в количестве 25.... 30 г/м2; сушку под двумя лампами УФ-излучения в течение 3,8 с; нанесение низковязкого грунта вязкостью 7... 10 с по ВЗ-8 в количестве 20... 25 г/м2; сушку под тремя лампами УФ-излучения в течение 5,7 с; шлифование шкурками № 4 и 5 на бумажной основе; нанесение лака 53018-7/0000 вязкостью 30…35 с по ВЗ-4 в количестве 130 г/м2; выдержку в зоне испарения при температуре 40... 60 °С в течение 1,5 мин, сушку под четырьмя или пятью лампами УФ-излучения в течение 7,8... 8,7 с.
При отделке щитовых деталей мебели лакокрасочными материалами УФ-отверждения с последующим облагораживанием расход лакокрасочных материалов снижается примерно на 20 %. Применение УФ-отверждения для получения глянцевых покрытий с финиш-эффектом дает экономию в среднем 10... 15 % по сравнению с отделкой лаками ПЭ-246 и ПЭ-265. При получении матовых полиэфирных покрытий УФ-отверждения экономия лакокрасочных материалов составляет примерно 75 %.
ЛАКИ РАДИАЦИОННО-ХИМИЧЕСКОГО ОТВЕРЖДЕНИЯ
Радиационно-химическое отверждение заключается во взаимодействии излучений большой энергии с веществом. В отличие от фотохимических процессов оно не имеет избирательного характера. Для интенсификации отверждения лакокрасочных материалов применяют β-лучи -поток ускоренных электронов, способных проникать в слой лакокрасочного материала. Под действием энергии заряженных частиц β -лучей происходит возбуждение молекул веществ с образованием свободных радикалов: АВ→АВ*. Возбужденные молекулы распадаются на свободные радикалы: АВ*→А* + В*. Образование свободных радикалов вызывает реакцию полимеризации, которая практически аналогична реакции фотополимеризации.
Глубина проникновения ускоренных электронов в отверждаемое покрытие зависит от напряжения потока излучения и плотности материала, на который оно воздействует. Для отверждения лакокрасочных покрытий обычно используют напряжение 300... 500 кВ. При таком напряжении происходит быстрое отверждение лакокрасочного прозрачного покрытия толщиной 300... 500 мкм.
Впервые ионизирующее излучение для отверждения лакокрасочных покрытий было применено американской фирмой "Форд". За последние годы в развитых промышленных странах (ФРГ, Франции, Бразилии, Нидерландах) широко применяют установки с ускорителями электронов в различных отраслях промышленности, в том числе и для отверждения лакокрасочных покрытий. В СССР также интенсивно внедряются радиационные установки во многих отраслях народного хозяйства. В мебельном производстве этот метод применяется на Киевской мебельной фабрике им. Боженко.
Дата добавления: 2015-07-10; просмотров: 208 | Нарушение авторских прав