Читайте также:
|
Мета роботи – вивчити особливості технології виробництва плющеної стрічки.
Лабораторне устаткування та інструмент: стан 180, штангельциркуль, лінійка.
1. Теоретичні відомості
Плющена стрічка — один з видів металовиробів, яку виготовляють з проволоки, піддаючи її деформації в циліндричних валках.
Виготовлення стрічки з проволоки обумовлене такими техніко-економічними факторами:
- широким сортаментом проволоки, як по маркам сталі так i по розмірам;
- високою точністю розмірів проволоки та високою якістю її поверхні;
- існуючою налагодженою технологією та комплексами обладнання для виготовлення проволоки з заданими механічними властивостями.
Вказані фактори забезпечують виготовлення плющеної стрічки з мінімальними витратами на механічне обладнання та витратами по переділу.
Крім цього, використання проволоки забезпечує одержання плющеної стрічки з унікальним комплексом властивостей. Наприклад, закруглені кромки, або кромки потрібної форми, порівняно високі механічні властивості та iн.
Плющену стрічку широко використовують в машинобудуванні, приладобудуванні, в текстильній промисловості в електротехніці та інших галузях. В залежності від призначення стрічку класифікують за такими ознаками: за розмірами; за рівнем точності (допусками); за формою кромок; за хімічним складом; за фізико-механічними властивостями; за станом поверхні та iн. Конкретні вимоги до властивостей i показників плющеної стрічки визначаються в основному такими стандартами:
- 10234-62 Стрічка сталева плющена з конструкційної та інструментальної сталі
- 21997-76 Стрічка сталева пружинна термооброблена холоднокатана i плющена;
- 808- Стрічка сталева плющена для витих роликів підшипників;
- 3632-73 Стрічка сталева плющена для втулок привідних роликових i втулочних ланцюгів;
- 12766-67 Стрічка, проволока i прути з сплавів високого омічного опору.
Крім вказаних стандартів, значна кількість стрічки виготовляється за технічними умовами.
Сортамент плющеної стрічки охоплює діапазон товщин від 0,05 до
7,6 мм при ширині від 0,35 до 17 мм. Окремо відділяють стрічку для спіралей наручних годинників та приладів. Наприклад, для наручних механічних годинників виготовляють стрічку з розмірами 0,01х0,1 мм.
За точністю розмірів виділяють стрічку нормальної i високої точності. Наприклад, допуски товщини за стандартом 808-70 становлять ±4% (при товщині 6 мм); за стандартом 10234-62: при товщині 2,5 мм нормальна точність ±10%, висока точність ±4%, при товщині 1 мм нормальна точність+12%, висока — +6%. Приблизно такі самі співвідношення розмірів і допусків існують i для ширини стрічки. Наприклад, для товщини 1 мм допуски ширини становлять +20% при нормальній точності +10% при високій, а для товщини 6 мм, відповідно +10% та +5%.
За формою кромок плющену стрічку виготовляють з необробленими кромками або з обробленими. Більша частина стрічки виготовляється з необробленими кромками, тобто з збереженням закруглень утворених при плющенні. Для окремих видів стрічки кромки піддають додатковій обробці. Наприклад, для стрічок, призначених для поршневих кінець двигунів внутрішнього згорання, стрічки повинні мати плоску форму з певним радіусом закруглень, а стрічки для втулок ланцюгів автомобілів — трикутну форму. Обробку кромок здійснюють безпосередньо на плющильних станах, шляхом обтиснення в вертикальних валках з потрібною формою врізів, або як окрему операцію обробки, переважно шліфуванням.
Плющена стрічка за звичайної технології має досить високу якість поверхні. При необхідності поліпшення показників якості поверхні її піддають поліруванню. Деяка частина сортаменту стрічки виготовляється з антикорозійним покриттям. Крім звичайних способів захисту від корозії (покриття металами або пластмасами) використовується метод колоризації, який передбачає витримку стрічки при температурі 200-250 °С до утворення на поверхні плівки окислів.
Плющення проволоки в стрічку здійснюють як окремий технологічний процес на спеціалізованих прокатних станах. Всі підготовчі операції здійснюють на обладнанні яке використовується в сталепроволочному виробництві На плющильний стан надходять підготовлені мотки або котушки проволоки. Тому технологічний процес плющення включає такі операції:
- завантаження на розмотуючі пристрої;
- розмотування i правка проволоки;
- плющення за один, три або п’ять проходів на плющильному стані;
- змотування в моток (бунт або на котушку).
Робочі кліті плющильних станів, на відміну від звичайних станів холодного прокатування, зважаючи на спеціалізацію, мають свої особливості. Найважливішими особливостями конструкції плющильних станів є такі:
- зменшена довжина бочки валків, яка для більшості станів становить приблизно половину діаметру;
- використання валків з зносостійких матеріалів;
- застосування, крім звичайних систем охолодження валків, внутрішнього охолодження валків;
- використання високоточних натискних механізмів (для механізмів з електроприводом передаточне число досягає 6000);
- використання прецензійних (високоточних) роликових підшипників;
Найбільш поширеним є такий ряд типорозмірів валків: 225, 150, 100. Мінімальний діаметр двовалкових клітей плющильних станів становить
70 мм, хоча відомі стани з валкими діаметром 50 мм. При потребі зменшення діаметру, в більшості випадків використовують багатовалкові стани, наприклад двадцятивалкову з приводом через опорні валки.
Робочі кліті плющильних станів мають індивідуальний привід. Більшість станів тандем обладнано вертикальними валками для обробки кромок стрічки. На деяких станах вертикальні валки неприводні i здійснюють деформацію кромок в межах збереження жорсткості стрічки.
2. Методика виконання роботи
Кожний студент отримує 5 свинцевих зразків одного діаметру (рекомендовано Ø 5; 6; 8; 10 мм). На бічній поверхні (по всій довжині кола) наносимо дві вертикальні риски, так щоб, відстань від переднього кінця до найближчої риски була не менша двох довжин осередку деформації (40 мм) та від заднього кінця до риски так само.
Виконуємо заміри зразка результати заносимо до таблиці 4.1
Далі виконуємо налагодження кліті. При налагоджені кліті перед першим прокатуванням обов’язково перевіряємо наявність (відсутність) нахилу верхнього валка та осьового зсуву валків. При необхідності їх усуваємо. З урахуванням «пружини» кліті встановлюємо зазор для першого пропуску
( ). Прокатуємо зразок №1. Зменшуємо зазор між валками, прокатуємо зразок №2 і так далі. Висота стрічки повинна бути
). Прокатуємо зразок №1. Зменшуємо зазор між валками, прокатуємо зразок №2 і так далі. Висота стрічки повинна бути  інакше слід робити два проходи.
інакше слід робити два проходи.
Результати вимірювань зразків заносимо до табл. 4.1. Позначення розмірів див на рис. 4.1.
Таблиця 4.1 – Результати моделювання процесу плющення стрічки
| № зразка | Розміри заготовки, мм | Відстань між валками, h мм | Розміри зразка, мм | Розрахункові величини | ||||||
| діаметр заготовки, d | довжина робочої дільниці, l 0 | ширина | довжина робочої дільниці, l 0 | Ширина штаби по Злотнікову b 1з | Коефіцієнти | |||||
| контакту, b k | штаб, b 1 | витяжки, l | розширення, b | |||||||
3. Порядок оформлення звіту
Вказати назву та порядковий номер лабораторної роботи, а також мету роботи. Оформити таблицю 4.1.
| Dв |

Рисунок 4.1 — Позначення розмірів осередку
деформації при плющені стрічки
Для умов кожного досліду розрахувати:
- ширину стрічки після прокатування за методикою Злотнікова [10]:
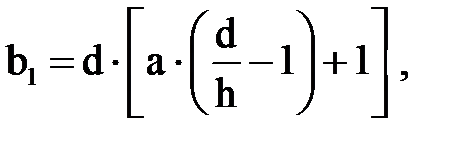
де d — діаметр заготовки;
h — товщина готової стрічки;
a — коефіцієнт, що враховує вплив діаметру валків:
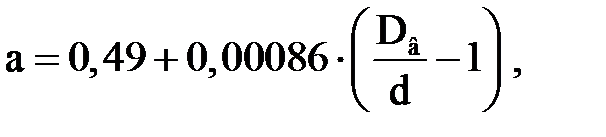
де Dв — діаметр валків.
- коефіцієнт витяжки:
де  — довжини робочих ділянок, відповідно, після та до прокатки.
— довжини робочих ділянок, відповідно, після та до прокатки.
У випадку неможливості розрахунку коефіцієнту витяжки вздовж робочих ділянок, розрахунок ведемо по площам поперечного перерізу:
де  — площі поперечного перерізу штаби, відповідно, після та до прокатки.
— площі поперечного перерізу штаби, відповідно, після та до прокатки.
 =>
=>  по Злотнікову.
по Злотнікову.
- коефіцієнт розширення:
Результати розрахунків заносимо до таблиці 4.1.
Будуємо графіки залежності:
- а) ширини стрічки від кінцевої товщини;
- б) коефіцієнту подовження від кінцевої товщини;
- в) коефіцієнту розширення від кінцевої товщини.
Пишемо висновки до роботи. У висновках виконати аналіз впливу товщини стрічки на коефіцієнт розширення та подовження, пояснити причини такого впливу. Порівняти значення ширини стрічки, що отриманні при розрахунках за методикою Злотнікова, з фактичними значеннями. Зробити висновки про можливість користування цією методикою для умов проведення експерименту. Проаналізувати, як змінюється ширина по контакту та максимальна ширина стрічки зі зменшенням товщини стрічки.
4. Завдання для самостійної роботи:
При підготовці до захисту лабораторної роботи необхідно вивчити:
1. Особливості обладнання для виготовлення плющеної стрічки;
2. Характерні відмінності формозміни для процесу плющення;
3. Основні види дефекту плющеної стрічки.
5. Контрольні запитання:
1. Який вид обладнання використовують для виробництва плющеної стрічки?
2. Які характерні риси поперечного перерізу плющеної стрічки?
3. Який вид дефектів найрозповсюджений при виготовлені плющеної стрічки?
4. Як впливає обтиснення на розширення (подовження) металу при виготовленні плющеної стрічки?
5. Поясніть вплив діаметру валків на розширення при виготовленні плющеної стрічки.
ПЕРЕЛІК ПОСИЛАНЬ
1. Грудев А.П.Технология прокатного производства / А.П. Грудев, М.Ф. Машкин, М.И. Ханин // М.: «Арт-Бизнес-Центр», Металлургия - 1994. - 438 с.
2. Полухин П.И. Прокатное производство / П.И.Полухин, Н.М. Федосов, А.А. Королев, Ю.М. Матвеев // М.: Металлургия - 1982. — С.126-138.
3. Чекмарев А.П. Калибровка прокатных валков / А.П. Чекмарев, М.С. Мутьев, Р.А. Машковцев // М.: Металлургия - 1971. — С. 65—84.
4. Диомидов Б.Б. Калибровка прокатных валков / Б.Б. Диомидов, Н.В. Литовченко // М.:Металлургия - 1970. — С. 12—16, 58—68.
5. Диомидов Б.Б. Технология прокатного производства / Б.Б. Диомидов, Н.В. Литовченко // М.: Металлургия - 1979. — С. 33 - 48.
6. Мутьев М.С. Калибровка черновых валков / М.С. Мутьев // — М.: Металлургия - 1964. — С. 140—165.
7. Коковихин Ю.И. Технология сталепроволочного производства. Учебник / Ю.И.Коковихин // К.: Институт системных исследований Минобразования Украины - 1995. — 608 с.
9. Николаев В.А. Методические указания к выполнению лабораторных работ для студентов ЗГИА специальности «Обработка металлов давлением»по дисциплине «Технология и особенности процессов ОМД»./ В.А. Николаев // Запорожье: ЗГИА - 2005. — 73 с.
10. Злотников М.И. Производство плющеной ленты // М.И. Злотников. – М.: Металлургия, 1951. – 143 с.
Дата добавления: 2015-10-23; просмотров: 131 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Моделювання процесу калібруванняу чотирьохвалковому калібрі | | | Поетика модерністичного міфологічного роману |