Читайте также:
|
Весь процесс прессования предложено схематично разбить на три стадии прессования: уплотнение (под-прессовка), образование компактного тела, объемное сжатие образовавшегося компактного тела (рис. 9.19). В каждой из этих стадий протекают характерные для нее механические процессы.
На первой стадии прессования под воздействием внешней силы происходит сближение и уплотнение частиц материала за счет смещения частиц относительно друг друга и заполнения пустот. Усилия, преодолеваемые при этом, незначительны, уплотнение становится заметным уже при малых давлениях. Прилагаемая энергия в основном расходуется на преодоление внутреннего (между частицами) и внешнего (между частицами и стенками матрицы) трения.
На второй стадии с увеличением давления прессования происходит интенсивное уплотнение материала за счет заполнения пустот и различных видов деформации, которые способствуют более компактной упаковке частиц. Деформация, которая происходит за счет упругости материала, помогает частицам взаимно вклиниваться, что увеличивает контактную поверхность. Этому же способствует и деформация, происходящая за счет пластических свойств материала, которая заставляет частицы изменить свою форму и плотнее прилегать другу к другу. Деформация, определяемая хрупкостью материала, характеризующаяся разрушением прессуемого материала, происходит только в тех случаях, когда напряжения, возникающие в прессуемом материале, превышают по величине предел текучести вещества. При этом имеет место механическое разрушение частиц на более мелкие, сопровождающееся значительным увеличением свободной поверхностной энергии, что создает условия для возникновения контактов между частицами. По этой стадии прессования из сыпучего материала образуется компактное пористое тело, обладающее достаточной механической прочностью.
На третьей стадии при высоких величинах давления, когда механическая прочность таблеток изменяется незначительно, происходит, возможно, объемное сжатие частиц и гранул порошка без заметного увеличения контактных поверхностей.
В действительности между тремя стадиями нет резких границ, так как процессы, протекающие во второй стадии, имеют место в первой и третьей стадиях и можно говорить только о преимущественной роли отдельных процессов в каждой из них.
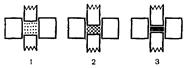
Рис. 9.19. Стадии прессования сыпучих материалов.
Объяснение в тексте.
Исследованиями установлено, что характер уплотнения гранул и частиц порошков при прессовании зависит от их прочности. Так, уплотнение гранул сульфадимезина (величина разрушающих усилий равна 5,7 Н) происходит в основном за счет деформации, определяемой упругими и пластическими свойствами материала. При давлении свыше ТОО мПа гранула, не разрушаясь, заполняет все свободное пространство около себя и образует непрерывную контактную поверхность с соседними гранулами. При давлении прессования свыше 200 мПа происходит объемное сжатие гранул. Форма гранул при этом изменяется незначительно, несколько уменьшаются их размеры.
Иной характер уплотнения при прессовании гранул пнперазина и уросала - смесь гексаметилентет-рамина и фенилсалицилата (величина разрушающих усилий гранул равна 3,9 и 1,2 Н соответственно).
До величины давления, равной 150-160 мПа, процесс уплотнения гранул пиперазина идет за счет деформации, обусловленной упругими и пластическими свойствами материала, и частичного разрушения гранул, свыше 160 мПа - разрушается большинство гранул. При прессовании уросала уже при давлении около 60-80мПа начинается процесс интенсивного разрушения гранул.
Таблетирование лекарственных веществ обычно происходит при величинах давления, равных 25 - 250 мПа; более высокое давление применяют крайне редко. На рис. 9.20 показана зависимость относительного уплотнения от давления прессования, представленная двумя кривыми: АБ - кривая прессования; БВ - кривая снятия давления. После снятия давления происходит некоторое расширение таблетки, обусловленное упругостью материала
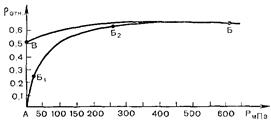
Рис. 9.20. Кривая зависимости относительного уплотнения от давления прессования.
АБ - прессование; ББ - снятие давления; АБ1 - предварительное уплотнение (стадия 1);
Б1Б2 - упругопластическая деформация (стадия 2), Б2Б - сжатие (стадия 3).
.
Какие же силы обеспечивают сцепление частиц при таблетировании? Существует несколько гипотез, объясняющих механизм превращения сыпучего материала, состоящего из отдельных, не связанных между собой частиц, в твердое тело - таблетку.
Под влиянием давления прессования происходит сближение частиц и создаются условия для проявления сил межмолекулярного и электростатического взаимодействия. Большинство лекарственных порошков имеет кристаллическую структуру, каждому типу которой соответствует свой уровень потенциальной энергии связи, от чего в основном и зависит прочность таблетки. Потенциальная энергия этих связей различна и изменяется от единицы до сотен килоджоулей на моль. Силы межмолекулярного взаимодействия проявляются при сближении частиц на расстояние около 10-6-10-7 см. Величина этих сил пропорциональна поверхности контакта, а поскольку суммарная площадь контакта реальных твердых тел даже при сравнительно высоких величинах давления не превышает 1% от номинальной, то в связи с этим возможны другие гипотезы о механизме прессования.
Прочный контакт может образоваться в- результате механического зацепления частиц или их вклинивания в межчастичные пространства. Влияние механического сцепления частиц на прочность таблетки подтверждено экспериментами, в которых показано, что чем сложнее поверхность частиц, тем прочнее спрессованная таблетка.
Образование контактов может происходить в результате сплавления под давлением - свойства ряда веществ плавиться под действием давления при пониженной температуре. Таким свойством обладает фенилсалицилат, гексаметилентетрамин, бромкамфора, натрия хлорид и ряд других соединений. При развитии давления в процессе прессования частицы этих веществ сплавляются в точках наибольшего сжатия, а при весьма высоких величинах давления могут образовывать прочный поликристаллический агрегат, который, как правило, долго не распадается в жидкой среде.
Существенное влияние на процесс прессования оказывает влага, находящаяся в прессуемом материале. С увеличением влажности гранул (порошка) ухудшаются сыпучесть и точность дозы. Уменьшение влажности до критического значения (значительно меньшее оптимальной влажности, необходимой при таблетировании) может снизить прессуемость порошков. В соответствии с теорией П.А.Ребиндера силы межчастичного взаимодействия определяются наличием жидких фаз на поверхности твердых частиц. В гидрофильных веществах адсорбционная вода с толщиной пленки до 3 мкм является плотной и прочно связанной. Она не может свободно перемещаться и не ослабляет ван-дер-ваальсовы силы молекулярного или ионного притяжения. При увеличении влажности и образовании более толстого слоя ван-дер-ваальсовы силы уменьшаются, а вместе с ними уменьшается механическая прочность таблетки.
Таблетки обладают наибольшей прочностью при оптимальном количестве остаточной влаги, которая соответствует влаге, связанной с материалом адсорбционными силами с образованием полимолекулярных связей. Возникновению контактов способствуют связывающие вещества. Частицы более подвижного связывающего вещества, деформируясь при меньшем давлении, заполняют пространство между частицами прессуемого вещества.
Определенный вклад в теоретические вопросы прессования вносят экспериментальные и теоретические исследования, связанные с соединением различных материалов в твердой фазе («холодная сварка»).
Механизм соединения материалов в твердой фазе рассматривают протекающим в три основные стадии: образование физического контакта; активизация контактных поверхностей; развитие объемного взаимодействия.
Образование физического контакта происходит при сближении атомов соединяемых материалов на расстояние, при котором проявляются ван-дер-вааль-совы силы или слабое химическое взаимодействие. Активация контактных поверхностей происходит при деформации, обусловленной пластическими свойствами частиц более твердого материала. Объемное взаимодействие наступает с момента образования активных центров. При этом оно происходит в местах физического контакта с образованием прочных химических связей. В этой стадии могут иметь место и диффузионные процессы.
Во всех случаях основными параметрами процесса холодной сварки являются давление, температура и длительность взаимодействия. В связи с этим считают механизм взаимодействия частиц при прессовании порошков адекватным механизму взаимодействия частиц при холодной сварке в твердой фазе.
Длительность процесса прессования лекарственных порошков на роторных машинах даже при средних частотах вращения ротора {30-40 об/мин) составляет в лучшем случае десятые доли секунды. Таким образом, характер уплотнения порошков во многом может быть подобен таковому при сварке взрывом.
Дата добавления: 2015-10-28; просмотров: 357 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Прессование. Таблеточные машины | | | Дражированные покрытия |