|
Читайте также: |
Метод основан на том, что порошкообразный материал подвергают первоначальному уплотнению (прессованию) и получают гранулят, который затем таблетируют - вторичное уплотнение. Первоначальное уплотнение можно рассматривать как прием для увеличения времени воздействия на порошок давления прессования. Его проводят на брикетировочных машинах или специальных компакторах. Полученные брикеты или пластины затем разламывают и превращают в гранулят, обладающий лучшей сыпучестью, чем исходный порошок.
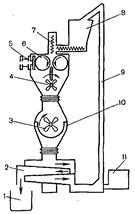
Рис. 9.9. Устройство гранулятора для сухого гранулирования.
Объяснение в тексте.
Наиболее перспективными являются комбинированные установки, в которых совмещаются процессы комлактпрования, измельчения и разделения полученных гранул.
Схема такой установки изображена на рис. 9.9. Смесь порошков, подлежащая гранулированию, из питателя (11) по трубопроводу (9) загружается в смеситель (8), где перемешивается и подается шнеком (7) в валковый пресс (6). Проходя через валки, требуемое расстояние между которыми устанавливается регулирующим устройством (5), масса прессуется под давлением, а затем предварительно измельчается в измельчителе ударного действия (4). Измельченный материал попадает в собственно гранулятор (3) и проходит через его сетку (10). Готовые гранулы разделяют по размерам на вибросите (2). Гранулы требуемого размера собираются в емкость (1) для дальнейшего таблетирования, а остальное - слишком крупные гранулы и пылевая фракция по трубопроводу возвращаются в смеситель.
Фирмой «ХУТТ» (ФРГ) предложен ряд грануло-формующих машин, в которых смесь порошков уплотняется без увлажнения до получения прочных, примерно одинаковых по форме гранул. Принцип работы и устройство гранулоформуюшей машины представлены на рис. 9Л0. В качестве рабочих органов, непрерывно изготовляющих гранулят, применены прессующие валки (I) и (2). Они представляют собой полые цилиндры с зубцами на внешней поверхности, между которыми в стенках цилиндров расположены радиальные отверстия. Для принудительной подачи порошковой смеси установлен вертикальный шнек (3). Вращаясь в разные стороны, валки захватывают порошкообразную смесь и продавливают ее через отверстия в стенке полых валков. Внутри полых валков установлен нож (4), срезающий гранулы. Размер и форма гранул, получаемых на гранулоформуюших машинах, зависят от размера и формы отверстий в валках (матрицах). Обычно гранулы имеют высокую степень дисперсности, прочную структуру, одинаковую форму и массу.
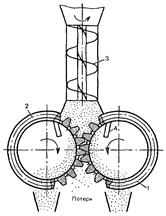
Рис. 9.10. Принцип работы преес-гранулятора.
Объяснение в тексте.
Дата добавления: 2015-10-28; просмотров: 176 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Гранулирование распылительным высушиванием | | | Прямое прессование |