Читайте также:
|
Строятся на основе специализированных вычислителей (рис. 11.6), в которых переход к следующему шагу программы осуществляется только по коду, снимаемому с датчиков. Устройство включает в себя блок световой индикации 1, датчики 2 манипулятора, датчики 3, установленные на основном и вспомогательном оборудовании, входной блок развязки 4, программируемую логическую матрицу (ПЛМ) 5, элементы И-НЕ 6, элементы НЕ 7, входной блок развязки 8, элемент И 9, блок ручного управления 10, блок электрогидрораспредели-телей 11. Технологическое оборудование 12 связано с выходами блока развязки 8. Кнопка «Пуск» 13 соединена с блоком задержки 14. Блок электрозолотников управляет гидроприводом 15 манипулятора 16. Звуковая индикация остановок производится звонком 17.
Программа управления хранится в программируемой логической матрице (ПЛМ) и состоит из последовательности выполнения команд при отработке одного цикла с условий перехода от команды к команде внутри цикла. Коды переходов формируются по сигналам с датчиков 2 и 3. Программирование ПЛМ выполняется на этапе обучения. Смена программы осуществляется заменой микросхемы памяти. В табл. 11.1 рассмот-
Рис. 11.6. Устройство управления роботами на базе ПЛМ
рен пример программирования ПЛМ на микросхеме К556РТ1 для построения устройства управления, например, комплексом поверхностного антисепти-рования пакетов шпал, пиломатериалов кратковременным погружением в емкость с жидкостью антисептирования. В таблице показана последовательность работы комплекса и приняты следующие обозначения: X1—сигнал «рука манипулятора поднята»; Y1 — сигнал «рука манипулятора опущена»; Х2 — сигнал «рука манипулятора выдвинута»; Y2 — сигнал «рука манипулятора вдвинута»; ХЗ — сигнал «рука манипулятора повернута вправо»; Y3 — сигнал «рука манипулятора повернута влево»; Ζ — сигнал «захват сжат»; А1 — сигнал «уровень антисептика достаточный»; Дсх — сигнал «пакет находится в захвате»; Дн — сигнал «пакет находится в емкости»; Дв — сигнал «конец антисептирования»; Д3 — сигнал «пакет находится в зоне захвата»; Д — дополнительный код. Микросхема К556РТ1 имеет 16 входов и 8 выходов.
Сигналы X1, Υ1, Х2, Υ2, ХЗ, Υ3, Ζ поступают с датчиков, размещенных на звеньях манипулятора в виде герконов. Дополнительный код Д вводится в тех случаях, когда на входах 1... 15 ПЛМ возможны одинаковые комбинации, а на выходах 1... 7 ПЛМ должны быть различными. Сигнал Υ, снимаемый с выхода ПЛМ, обеспечивает включение технологического оборудования.
Перед началом работы при помощи блока ручного управления манипулятор переводится в исходное состояние: рука поднята, вдвинута и повернута влево, захват разжат. При этом на выходе ПЛМ через входной блок развязки фиксируется код 1001010101010, а информация с выхода ПЛМ в виде кода 100011 поступает на выходной блок развязки. При включении кнопки «Пуск» команда в соответствии с этой информацией с выходного блока развязки поступает на технологическое оборудование и на блок электрогидрозолотников манипулятора. Происходит отработка команды манипулятором и оборудованием («Пуск оборудования»). После окончания выполнения команды код с датчиков поступает на вход ПЛМ через входной
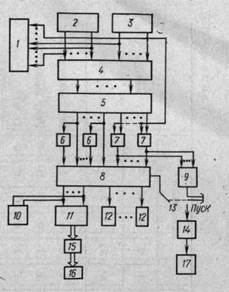
Таблица 11.1
| команды | шага | Вход ПЛМ | Выход | ПЛМ ■ | Команда | ||||||||||||||||
| Номер | Номер | X1 | Y1 | Х2 | Y2 | X3 | Y3 | Z | A1 | ДCX | ДД | ДВ | ДН | Д | X1 | Х2 | X3 | Z | Υ | Д | |
| Пуск оборудования | |||||||||||||||||||||
| Руку выдвинуть | |||||||||||||||||||||
| То же | |||||||||||||||||||||
| Руку опустить | |||||||||||||||||||||
| То же | |||||||||||||||||||||
| Захват сжать | |||||||||||||||||||||
| Руку поднять | |||||||||||||||||||||
| То же | |||||||||||||||||||||
| Руку вдвинуть | |||||||||||||||||||||
| То же | |||||||||||||||||||||
| Захват разжать | |||||||||||||||||||||
| Руку выдвинуть, колонку повернуть вправо | |||||||||||||||||||||
| ____ | ____ | То же | |||||||||||||||||||
| Руку опустить | |||||||||||||||||||||
| То же | |||||||||||||||||||||
| Захват сжать | |||||||||||||||||||||
| Руку поднять | |||||||||||||||||||||
| То же | |||||||||||||||||||||
| Руку вдвинуть | |||||||||||||||||||||
| То же | |||||||||||||||||||||
| Колонку повернуть влево | |||||||||||||||||||||
| То же | |||||||||||||||||||||
| Руку выдвинуть | |||||||||||||||||||||
| То же | |||||||||||||||||||||
| Руку опустить | |||||||||||||||||||||
| То же | |||||||||||||||||||||
| Захват разжать | |||||||||||||||||||||
| Руку поднять | |||||||||||||||||||||
| То же | |||||||||||||||||||||
| Руку вдвинуть | |||||||||||||||||||||
| То же |
блок развязки. Происходит выборка соответствующего кода из ПЛМ очередной команды согласно циклу отработки программы, хранящейся в ПЛМ. В соответствии с этим кодом информация с выхода ПЛМ (110001) поступает через выходной блок развязки на технологическое оборудование и на блок электрогид-розолотников манипулятора. Происходит отработка очередной команды («руку выдвинуть»).
Датчики манипулятора содержат герконы, поэтому при выполнении команды возможно появление нулевых значений одновременно с парных датчиков X 1 — Y 1; Х 2—Y2; и т. д., что должно быть учтено при программировании. Например, при выполнении команды 1 код на входе ПЛМ на первом шаге с датчиков X 2 Y 2-01, на втором шаге (учитывается движение руки) — код 00. Однако код на выходе ПЛМ не меняется, что приводит к продолжению выполнения той же команды. Последовательно отрабатываются все команды.
После выполнения цикла на входе ПЛМ фиксируется код исходного состояния манипулятора и технологического оборудования и система готова к дальнейшей работе. Сигнал на технологическое оборудование поступает с элементов 2И-НЕ в том случае, если на их первых входах появляется сигнал ЛОГ. 1 с выхода ПЛМ, а на вторых входах — сигнал ЛОГ. 1 с выхода первого датчика манипулятора. (Сигнал ЛОГ. 1 на выходе первого датчика соответствует тому, что рука манипулятора вдвинута). Тем самым исключается попадание руки в зону технологического оборудования при его включении. Элементы НЕ служат для того, чтобы одним информационным выходом ПЛМ управлять двумя электрогидрораспределителями. Например, если на одном выходе ПЛМ появляется сигнал ЛОГ.1, то включен золотник на выдвижение руки манипулятора, если сигнал ЛОГ.0, то включен золотник на вдвижение руки, а золотник на выдвижение руки отключен.
Если произошел останов системы (когда один или несколько датчиков вышли из строя), то через время t, которое задается блоком задержки и больше времени цикла работы комплекса, срабатывает звонок, оповещающий, что произошел останов системы. Сигнал на блок задержки поступает с выходов элементов 2И-НЕ (сигналы Y 1 — Y 7 поступают через выходной блок развязки на технологическое оборудование) через схему И. Блок индикации контролирует состояние манипулятора и технологического оборудования по сигналам с датчиков манипулятора и датчиков внешней информации.
Подобные системы управления представляют интерес для оснащения гидравлических и пневматических манипуляторов стационарного действия в технологиях лесопромышленного и деревообрабатывающего производства. В некоторых случаях (при разборе пачек, хлыстов, бревен) для поштучной выдачи
лесоматериалов операция захвата может быть передана оператору, остальные операции цикла могут выполняться автоматически.
Дата добавления: 2015-08-27; просмотров: 131 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| АППАРАТНЫЕ СРЕДСТВА СИСТЕМ УПРАВЛЕНИЯ ПРОМЫШЛЕННЫМИ РОБОТАМИ | | | УСТРОЙСТВА УПРАВЛЕНИЯ ПРОМЫШЛЕННЫМИ РОБОТАМИ НА БАЗЕ МИКРОКОНТРОЛЛЕРОВ |