Читайте также:
|
1. Глубину резания определяют по формуле:
при сверлении отверстий
 (2.1)
(2.1)
при рассверливании отверстии
 (2.2)
(2.2)
где d - диаметр сверла, мм;
d1 - диаметр рассверливаемого отверстия, мм.
2. Определить подачу сверла Sтаб [2. Таблица 35] и принять ближайшую по паспорту станка.
3. Определить скорость резания Vтаб [2. Таблица 36].
4. Табличные значения при необходимости скорректировать, для этого обязательного
посмотрите в сноску к таблице.
5. По формуле (6.4) определить частоту вращения шпинделя станка и выбрать
ближайшую по паспорту станка.
6. По формуле (6.6) определить расчетную длину обработки. Величину врезания и выхода
сверла можно определить по формулам:
для стали
 (2.3)
(2.3)
для мягких цветных металлов
 (2.4)
(2.4)
7. По формуле (6.5) определить основное время
где i - количество просверливаемых отверстий.
8. По формуле (6.7) определяем вспомогательное время, значения Тв1 и Тв2 принять по
таблицам - 79,80 [2].
9. По формуле (6.8) определить оперативное время Топ, мин;
10. По формуле (6.9) определить дополнительное время Тд, мин.
11. Определить подготовительно заключительное время Тп-з, мин [2. Таблица 81].
12. По формуле (6.10) определить штучно-калькуляционное время. Тш-к
13. Запомнить операционную карту (форма 38).
Работа 8 Нормирование шлифовальных работ.
Цель задания: Приобретение практических навыков по нормированию шлифовальных работ и совершенствование навыков работы со справочной литературой.
Содержание работы:
Определить штучно-калькуляционное время на шлифование детали после осталивания. Исходные данные принять по таблице 3
Таблица 3 - Варианты заданий к работе 8
| Первая цифра по списку (десятки) | |||||||||||
| Диаметр шлифования d, мм | |||||||||||
| Припуск на шлифование h,мм | 0,15 | 0,20 | 0,25 | ||||||||
| Вторая цифра по списку (единицы) | |||||||||||
| Длина шлифования τ, мм | |||||||||||
| Схема шлифования (см. рисунок 2) | |||||||||||
Материал детали сталь 40,
Твердость HRC48
Масса детали 1,6 кг.
Размер партии деталей -40 шт.
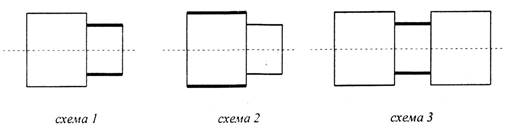
Рисунок 1 - Схемы шлифования вала
Оборудование, приспособления, инструмент: Станок круглошлифовальный 3115, оправка с центрами, шлифовальный круг ПП 600x32x305.
Дата добавления: 2015-08-17; просмотров: 38 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Методические указания к выполнению работы | | | Методические указания к выполнению |