Читайте также:
|
Гибка – операция по изменению кривизны заготовки без изменения её линейных размеров (рисунок 21). В процессе гибки пластическая деформация происходит на узком участке под пуансоном. Минимальный радиус, при котором заготовка не разрушается rmin = (0,1 ¸ 2)s.
Операция гибки может осуществляться в штампах, при этом можно изменять кривизну сразу на нескольких участках заготовки. Детали, изогнутые в нескольких плоскостях, получают последовательным деформированием в нескольких штампах.
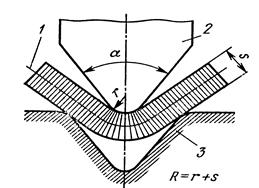
1 – нейтральный слой; 2 – пуансон; 3 – матрица
Рисунок 21 – Схема гибки
Вытяжка без утонения стенок – операция преобразования плоской заготовки в полое пространственное изделие за счёт уменьшения периметра вытягиваемой заготовки. На рисунке 3 приведена схема первого перехода вытяжки.
Для проведения операции вытяжки предварительно вырубают круглую заготовку, которую укладывают на плоскость матрицы. Пуансон давит на центральную часть заготовки и перемещает её в отверстие матрицы, при этом центральная часть тянет за собой фланец – периферийную часть. Фланец, смещаясь в матрицу, образует стенки изделия.
При неправильном выборе диаметра заготовки (D – d > (18 ¸ 20)s) возможно образование складок. Для предотвращения появления складок применяется прижим, который прижимает фланец заготовки к матрице.
Если растягивающие напряжения sр, действующие на входе в матрицу, сравняются с пределом прочности заготовки, то заготовка у донышка может разрушиться. Таким образом, можно вытягивать заготовку только с ограниченной шириной фланца. Степень деформации оценивается коэффициентом вытяжки Кв = D/d. В зависимости от металла и условий вытяжки Кв = 1,8 ¸ 2,1. Если за один переход при допустимом коэффициенте вытяжки невозможно получить готовую деталь, то вытяжку осуществляют за несколько переходов (рисунок 23а). В последующих переходах заготовкой является полый полуфабрикат, полученный на предыдущем переходе вытяжки.
При холодной деформации металл упрочняется из-за наклёпа, поэтому допустимый коэффициент вытяжки на последующих переходах снижается до Кв = 1,2 ¸ 1,4. Если заготовку подвергнуть рекристаллизационному отжигу, то допустимый коэффициент вытяжки можно повысить до Кв = 1,4 ¸ 1,6.
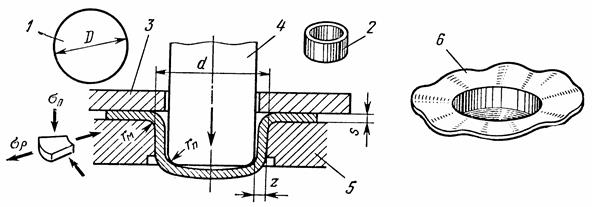
1 – заготовка; 2 – изделие; 3 – прижим; 4 – пуансон; 5 – матрица;
6 – изделие со складками (без прижима)
Рисунок 22 – Вытяжка без утонения стенок
Усилие вытяжки P = pnsв(D-d)b, где b = 1,1 ¸ 1,2 – для первого перехода вытяжки; b = 1,6 ¸ 1,9 – для последующих переходов вытяжки отожжённой заготовки; b = 2,3 ¸ 2,7 – для последующих переходов без межоперационного отжига.
Для уменьшения концентрации напряжений и предотвращения разрушения заготовки кромки пуансона и матрицы скругляются rm, rп = (5 ¸ 10)s, для этого же применяют смазку.
При вытяжке без утонения стенок площадь поверхности заготовки изменяется незначительно, поэтому размер заготовки можно определить из условий равенства и площади поверхности детали по средней линии и площади плоской заготовки. Для асимметричных деталей заготовка обычно имеет форму круга. Для повышения стойкости инструмента между пуансоном и матрицей делают зазор z = (1,1 ¸ 1,3)s.
Вытяжка с утонением стенок – операция по увеличению длины полой заготовки в основном за счёт уменьшения толщины её стенок (рисунок 76 б). При этой операции зазор между пуансоном и матрицей должен быть меньше толщины стенки, которая в процессе вытяжки утоняется и удлиняется. Этим методом получают детали, у которых толщина донышка больше толщины стенок (гильзы для патронов и снарядов). Удельные усилия при такой вытяжке значительно больше, допустимая степень деформации возрастает, толщина заготовки за один проход может быть снижена в 1,5 – 2 раза. Размеры заготовки для получения изделий вытяжкой с утонением стенки определяют из условия равенства объёмов заготовки и детали.
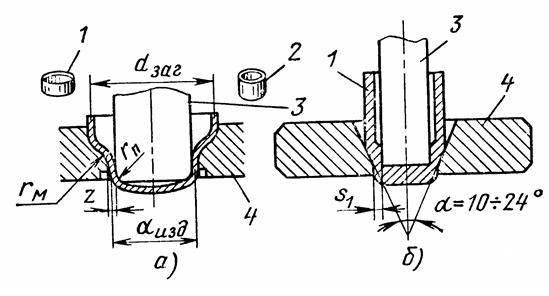
1 – заготовка; 2 – изделие; 3 – пуансон; 4 –матрица
Рисунок 23 – Схема глубокой (последующей) вытяжки (а);
вытяжка с утонением стенок (б)
Дата добавления: 2015-07-25; просмотров: 97 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Штамповка | | | Прессование |