Читайте также:
|
Прокатка – один из видов обработки металлов давлением, при котором металл пластически деформируется вращающимися валками. Взаимное расположение валков и заготовки, форма и число валков может быть разными. Существует три основных вида прокатки – продольная, поперечная, поперечно- винтовая (рисунок - 12).
Продольная прокатка (рисунок - 12а) – заготовка деформируется между двумя валками, вращающимися в разные стороны, и перемещается перпендикулярно осям валков.
Поперечная прокатка (рисунок -12б) – валки вращаются в одном направлении, придают вращение заготовке, которая, перемещаясь вдоль оси валков, деформируется.
Поперечно – винтовая прокатка (рисунок - 12в) – валки расположены под углом и придают заготовке при деформировании вращательное и поступательное движение.
Прокатке подвергается до 90% выплавляемой в мире стали. Наиболее распространена продольная прокатка. При любом виде прокатки деформации подвергается небольшой участок заготовки, который постепенно перемещается по всему металлу. При этом уменьшается толщина заготовки и увеличивается её длина и ширина. Площадь поперечного сечения заготовки при прокатке всегда уменьшается. Величина m = I / Io = Fo / F, где I, F и Io, Fo – длина и сечение заготовки после прокатки и до прокатки соответственно, называется вытяжкой – это основная количественная характеристика различных видов обработки пластической деформацией. При прокатке m = 1,1 – 1,6.
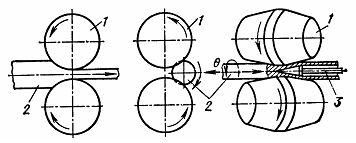
а б в
а – продольная прокатка; б – поперечная прокатка; в – поперечно-винтовая прокатка. 1 – валки; 2 – заготовка; 3 – оправка
Рисунок 12 – Основные виды прокатки
Дата добавления: 2015-07-25; просмотров: 63 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ | | | Инструмент и оборудование для прокатки |