|
Читайте также: |
При шовной сварке один или оба электрода выполняются в виде роликов. Ролики вращаются и между ними пропускаются свариваемые заготовки, которые соединены внахлёстку. При пропускании тока образуется вытянутая сварная точка по форме ролика. Так как ролики вращаются, то точки перекрывают друг друга, и образуется сплошной герметичный шов.
а б
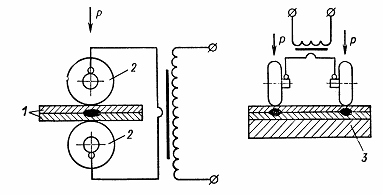
а – двусторонняя; б – односторонняя
1 – заготовка; 2 – электроды; 3 – медная подкладка
Рисунок 11 - Шовная сварка
Шовную сварку можно выполнять при двустороннем (рисунок 11а) и одностороннем положении электродов (рисунок 11б). Циклограмма шовной сварки состоит из тех же стадий, что и у точечной сварки. Шовную сварку применяют при изготовлении сосудов в массовом производстве. Толщина свариваемых заготовок 0,3 – 3 мм.
Пайка
Пайка – процесс соединения заготовок без их расплавления путем введения в зазор между ними легкоплавкого сплава – припоя, который в расплавленном состоянии хорошо смачивает поверхности деталей и при застывании соединяет их за счет взаимного растворения и диффузии припоя и основного материала. Припой имеет температуру плавления меньше температуры плавления основных металлов. Качество паяного шва зависит от прочности связки припоя с основными металлами. Эта связь образуется либо путем растворения металлов в жидком припое, либо за счет диффузии элементов припоя в металл и образования твердого раствора, либо за счёт образования интерметаллических соединений, либо в результате межатомных взаимодействий. Паять можно углеродистую и легированную сталь, чугуны, цветные металлы и сплавы.
При пайке используют флюсы для очистки поверхностей, снижения поверхностного натяжения, улучшения растекания и смачивания. Флюсы – канифоль, стеарин, бура (Na2B4O7), борная кислота (H3BO3) и другие.
Преимущества пайки в том, что основной металл не расплавляется и т.о. сохраняет свои структуру и механические свойства.
Дата добавления: 2015-07-25; просмотров: 78 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Точечная сварка | | | ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ |