Читайте также:
|
Лекция 22
Автоматизация процессов перемещения жидкостей. Для транспортировки жидкостей по трубопроводам наиболее часто применяют центробежные и поршневые насосы, а для транспортировки газов – поршневые компрессоры. Регулирование работы насосов и компрессоров обычно состоит в поддержании их заданной производительности.
Способ регулирования зависит от принципа действия насоса или компрессора.
 Характеристика центробежного насоса (зависимость между развиваемым напором H и производительностью Q) приведена на рис. (кривая 1). Кривой 2 соответствует наибольшее гидравлическое сопротивление и наименьшая производительность насоса Q1, кривой 4 – наименьшее гидравлическое сопротивление и наибольшая производительность Q3. Таким образом, дросселируя поток, можно изменять производительность насоса. Указанный метод регулирования производительности насоса не является экономичным вследствие дополнительных потерь энергии, обусловливаемых преодолением гидравлического сопротивления дросселя; однако этот метод отличается простотой и поэтому его часто используют.
Характеристика центробежного насоса (зависимость между развиваемым напором H и производительностью Q) приведена на рис. (кривая 1). Кривой 2 соответствует наибольшее гидравлическое сопротивление и наименьшая производительность насоса Q1, кривой 4 – наименьшее гидравлическое сопротивление и наибольшая производительность Q3. Таким образом, дросселируя поток, можно изменять производительность насоса. Указанный метод регулирования производительности насоса не является экономичным вследствие дополнительных потерь энергии, обусловливаемых преодолением гидравлического сопротивления дросселя; однако этот метод отличается простотой и поэтому его часто используют.
Дросселировать линию всасывания центробежных насосов не рекомендуется, таккак это вызывает кавитацию, которая приводит к быстрому разрушению насоса, а также к резкому понижению производительности и напора насоса.
Подача шестеренных насосов практически не зависит от напора, и изменение производительности достигается изменением частоты вращения электропривода.
Автоматизация тепловых процессов. Тепловые процессы играют значительную роль в химической технологии и часто составляют основу технологических процессов. В связи с этим, качество автоматизации теплообменников, трубчатых печей, выпарных аппаратов и других объектов химической технологии, связанных с передачей тепла, оказывает существенное влияние на технические и экономические характеристики производства.
 Автоматизация теплообменников. Передачу тепла от горячих теплоносителей к более холодным осуществляют в теплообменниках. Различают теплообменники непосредственного смешения теплоносителей и поверхностные теплообменники, в которых тепло передается через глухую разделительную стенку. В последних теплопередача может протекать без изменения агрегатного состояния теплоносителей (нагреватели, холодильники) и с изменением агрегатного состояния (испарители, конденсаторы).
Автоматизация теплообменников. Передачу тепла от горячих теплоносителей к более холодным осуществляют в теплообменниках. Различают теплообменники непосредственного смешения теплоносителей и поверхностные теплообменники, в которых тепло передается через глухую разделительную стенку. В последних теплопередача может протекать без изменения агрегатного состояния теплоносителей (нагреватели, холодильники) и с изменением агрегатного состояния (испарители, конденсаторы).
Регулирование теплообменников смешения заключается в поддержании постоянства температуры Тсм суммарного потока на выходе. Входными величинами теплообменника являются расходы жидкостей на входе (F1 и F2) и их температуры (Т 1 и Т 2). Если T 2 >Tсм>T 1, а также если удельные теплоемкости и плотности жидкостей обеих потоков одинаковы, то зависимость Тсм от входных величин находится из уравнения теплового баланса (потерями пренебрегаем):

Температуру Т СМ обычно стабилизируют посредством изменения расхода одного из входных потоков. Теплообменники смешения обладают малым запаздыванием и значительным самовыравниванием.
 |
Температура Тх2 зависит от скорости передачи тепла или теплового потока q через стенку:
 (*)
(*)
где ∆Т – логарифмическая разность температур:
Решая (*) совместно с уравнениями теплового баланса, получают зависимость Тх2 от входных переменных. Как правило Тх2 регулируют изменением расхода горячего теплоносителя, однако расчеты показывают, что она более чувствительна к нагрузке холодного теплоносителя, чем к расходу горячего теплоносителя. В связи с этим затрудняется качественное регулирование теплообменников в широком интервале изменения расходов теплоносителей и требуются регуляторы с дифференциальной составляющей.
Если по условиям технологии не допускается изменение потоков теплоносителей, то температуру продукта на выходе из теплообменника регулируют путем байпасирования части продукта и изменения его расхода. При этом регулирующий клапан устанавливают на байпасной линии (рис. б).
 Если в качестве греющего агента применяют водяной пар, то температуру технологического продукта обычно регулируют путем изменения подачи пара (рис. а). При значительных колебаниях давления пара применяют каскадную систему регулирования давления пара с корректировкой по температуре нагретого продукта.
Если в качестве греющего агента применяют водяной пар, то температуру технологического продукта обычно регулируют путем изменения подачи пара (рис. а). При значительных колебаниях давления пара применяют каскадную систему регулирования давления пара с корректировкой по температуре нагретого продукта.
Возможно также регулирование скорости теплопередачи путем поддерживания постоянства температуры продукта на выходе из теплообменника клапаном, установленным на линии отвода конденсата (рис. б). Это приводит к частичному заполнению теплообменника конденсатом. Такая система реагирует медленнее, чем система с клапаном, установленным на линии подачи греющего пара. Но она позволяет лучше использовать тепло водяного пара, так как значения его давления и температуры более высоки, вследствие отсутствия дополнительных гидравлических сопротивлений на паропроводе, а отводимый конденсат принимает температуру несколько меньшую, чем температура конденсации пара. Это позволяет повысить эффективность работы теплообменника на 5 – 7%. Кроме того, клапан, установленный на линии отвода конденсата, будет меньше по размерам того, который установлен на линии подачи греющего пара.
Автоматизация печей. Цель регулирования печей – поддержание постоянства температуры продукта на выходе из печи. Возмущениями объекта являются расход и температура исходного продукта, теплотворная способность топлива, количество и температура воздуха, подаваемого для сжигания топлива, потери тепла в окружающую среду и ряд других. Эти возмущения можно скомпенсировать с помощью АСР температуры продукта на выходе из печи, управляющей подачей топлива в печь.
Если нагревается твердый или сыпучий материал, то тепло дымовых газов передается непосредственно материалу. Нагрев жидких сред производится в трубчатых печах. Они обладают запаздыванием при передаче тепла от дымовых газов через стенку змеевика к проходящему по нему продукту, что усложняет регулирование. Поэтому при использовании одноконтурной АСР динамическая ошибка и время регулирования достигают больших значений.
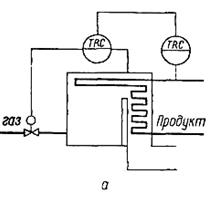 Вместе с тем температура газа над перевальной стенкой достаточно быстро реагирует на изменение режима работы печи, обусловленное изменением количества газа, подаваемого на сжигание. Поэтому существенное улучшение качества регулирования температуры продукта на выходе из печи может быть достигнуто применением системы каскадного регулирования, состоящей из регулятора температуры продукта на выходе из печи (корректирующий регулятор), воздействующего на задание регулятора температуры газов над перевальной стенкой (стабилизирующий регулятор), который управляет подачей топлива в печь. Стабилизирующий регулятор начинает компенсировать возникающие возмущения, влияющие на процесс сгорания топлива, прежде чем они приведут к изменению температуры продукта.
Вместе с тем температура газа над перевальной стенкой достаточно быстро реагирует на изменение режима работы печи, обусловленное изменением количества газа, подаваемого на сжигание. Поэтому существенное улучшение качества регулирования температуры продукта на выходе из печи может быть достигнуто применением системы каскадного регулирования, состоящей из регулятора температуры продукта на выходе из печи (корректирующий регулятор), воздействующего на задание регулятора температуры газов над перевальной стенкой (стабилизирующий регулятор), который управляет подачей топлива в печь. Стабилизирующий регулятор начинает компенсировать возникающие возмущения, влияющие на процесс сгорания топлива, прежде чем они приведут к изменению температуры продукта.
При резком изменении нагрузки печи по расходу нагреваемого продукта и при наличии возмущения по расходу топлива также используют систему каскадного регулирования, стабилизирующий регулятор которой воздействует на регулятор соотношения расходов продукта и топлива.
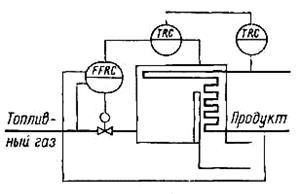
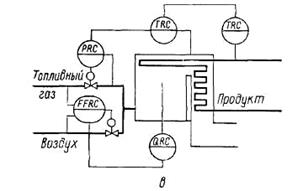 При принудительной подаче воздуха на горение (рис. в) его оптимальный расход, при котором температура в топке принимает максимальное значение, поддерживают с помощью регулятора соотношения «топливный газ – воздух», обеспечивающего заданное значение коэффициента избытка воздуха, определяющего интенсивность процесса сгорания. Если при этом теплотворная способность топлива существенно изменяется, то на регулятор соотношения направляют корректирующий сигнал от регулятора стабилизации содержания кислорода в топочных газах. Это обеспечивает полное сгорание топлива и высокое качество регулирования.
При принудительной подаче воздуха на горение (рис. в) его оптимальный расход, при котором температура в топке принимает максимальное значение, поддерживают с помощью регулятора соотношения «топливный газ – воздух», обеспечивающего заданное значение коэффициента избытка воздуха, определяющего интенсивность процесса сгорания. Если при этом теплотворная способность топлива существенно изменяется, то на регулятор соотношения направляют корректирующий сигнал от регулятора стабилизации содержания кислорода в топочных газах. Это обеспечивает полное сгорание топлива и высокое качество регулирования.
Сильным возмущением режима работы трубчатых печей со стороны топливного газа является изменение его давления. Это изменение компенсируют введением в АСР дополнительного регулятора давления, задание на который подают от регулятора температуры в топочном пространстве. Такие системы обеспечивают качественное регулирование расхода топливного газа, так как расход газа в большой степени зависит от его давления.
Автоматизация процесса сушки. Цель управления процессом сушки заключается в обеспечении высушивания поступающего влажного твердого материала до заданного влагосодержания при определенной производительности установки по влажному материалу. Основными возмущениями процесса являются изменение расхода, начальной влажности и дисперсного состава частиц твердого материала, а также изменение расхода и начальной температуры сушильного агента – теплоносителя. Основная регулируемая величина процесса – остаточная влажность твердого материала. Однако, вследствие отсутствия надежных измерительных преобразователей остаточной влажности твердого материала при автоматизации процесса в качестве регулируемых величин используют температуру или влажность сушильного агента. Это целесообразно и с точки зрения динамики, так как на возмущения эти величины реагируют быстрее.
В барабанной сушилке влажный материал из бункера 1 дозатором 2 подается в барабан 5, в который также поступает горячий воздух, нагреваемый в топке 3 за счет сжигания топливного газа. При вращении барабана частицы твердого материала перемещаются вдоль его оси. В том же направлении прямотоком по барабану проходит горячий воздух, отдавая тепло частицам материала и испаряя находящуюся в них влагу. Высушенный материал ссыпается из барабана в бункер 6, а воздух через циклон 7 отсасывается вентилятором 8. Продолжительность сушки в барабанных сушилках составляет несколько десятков минут, а прохождение воздуха исчисляется секундами.
Процесс сушки обычно регулируют по влажности теплоносителя на выходе из барабана. Регулятор влажности воздействует на клапан, установленный на линии подачи топливного газа в топку. Вследствие того, что температурное распределение теплоносителя по длине барабанаприближенно соответствует абсолютной влажности твердого материала, подачу топливного газа можно регулировать по температуре влажного воздуха на выходе из установки. Для более качественной сушки необходимо корректировать задание регулятора влажности или температуры воздуха по данным лабораторного анализа остаточной влажности высушиваемого материала.
Для полного сгорания топливного газа в топку подают первичный воздух, необходимое количество которого поддерживают с помощью регулятора соотношения расходов расхода. Требуемая температура воздуха на входе в барабан обеспечивается регулятором температуры, воздействующим на подачу вторичного воздуха в камеру смешения.
Нагрузку сушилки по влажному материалу стабилизирую с помощью АСР расхода, в которую входит измеритель массы, автоматический регулятор, вторичный прибор со станцией управления и ленточный дозатор с регулируемой скоростью передвижения ленты (выступает в качестве регулирующего органа).
Нагрузка объекта по сушильному агенту (воздух) поддерживается на постоянном значении регулятором разрежения воздуха в смесительной камере, воздействующим на клапан, установленный на линии отвода воздуха после циклона. При постоянном гидравлическом сопротивлении барабана система регулирования разрежения обеспечивает постоянство скорости прохождения сушильного агента вдоль барабана. Контролю и регистрации подлежат расходы топливного газа и вторичного воздуха, а также разрежение и температура в бункере сухого материала.
Автоматизация БРС. Целью управления является обеспечение постоянной влажности шликера на входе при стабильном гранулометрическом составе. АСР состоит из нескольких контуров:
1 – контроль температур в разных зонах БРС (контур 1),
2 – регулирование подачи газа, в зависимости от влажности шликера на выходе. Так как оперативно измерить влажность шликера на выходе затруднительно, то ее определяют косвенным способом по температуре отходящих дымовых газов (2-1). При ее изменении регулятор (2-2) изменяет подачу топлива.
3 – стабилизация массового расхода (возмущение – изменение влажности, около 40%), т.к. размеры частиц порошка зависят от давления в трубопроводе, то регулятор (5-1) осуществляет необходимую коррекцию.
 |
5 – регулирование аэродинамики (5-1)
6 – позволяет повысить качество регулирования путем введения коррекции по влажности материала на выходе (7-1).
Дата добавления: 2015-10-21; просмотров: 672 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| ДАЛЬНЕЙШАЯ КОНКРЕТИЗАЦИЯ | | | Автоматизация процесса сушки в кипящем слое. |