Беручи до уваги, що у вартості прокату 80-90% доводиться на частку вихідного металу, зазначена економія металу по своїй вартості порівнянна з витратами на переділ злитків у прокат.
Сучасні конструкції й системи регулювання прокатних станів дозволяють значно підвищити точність виробів, що прокатуються, тобто зменшити поля допусків у порівнянні з діючими стандартами.
Цим звуженням полів допусків на прокат, що виготовляється на нових дрібносортних і середньосортних станах, можна було б за рахунок використання тільки від’ємної частини полів допусків і здачі при цьому прокату по теоретичній масі одержати економію металу, що перевищує 350 тис. т у рік тільки на одних арматурних профілях.
Нижче наведені основні способи підвищення точності прокатки:
1) застосування можливо більш стабільного температурного режиму прокатки; при цьому варто враховувати, що зміна температури прокатки подвійно впливає на точність розмірів профілю, що прокатується. Якщо, допустимо, температура виходу металу виявилася завищеною, то розмір профілю зменшується за рахунок більшої температурної усадки й зниження пружної деформації робочої кліті;
2) підвищення жорсткості робочих клітей з метою зниження різниці в пружній деформації клітей у результаті неминучої зміни зусиль, що діють на валки при прокатці;
3) застосування систем автоматичного регулювання між валкової відстані залежно від показань вимірника профілю або зусиль на валки;
4) автоматичне регулювання натягу металу в процесі прокатки або повне його усунення (в безперервних станах гарячої прокатки); при цьому варто мати на увазі, що натяг сильно впливає на розширення й зусилля прокатки;
5) компенсація зміни міжосьової відстані валків внаслідок збільшення товщини масляної плівки в підшипниках рідинного тертя з підвищенням швидкості прокатки (рис. 13.2).

| Рисунок 13.3 – Схема напруг робочої кліті й силового потоку в ній із притиснутими ребордами валків за допомогою гідравлічних циліндрів | 
|
| Рисунок 13.4 – Схема робочої двох-валкової кліті традиційної конструкції й силового потоку в ній |
Одною із самих головних вимог, що пред’являються до конструкції прокатних станів, є підвищена жорсткість робочих клітей, необхідна для того, щоб неминуча зміна навантаження на валки при прокатці викликала мінімальну додаткову деформацію у найменшого числа деталей.
Із цього погляду найпростішою схемою робочої кліті, що забезпечує максимальну точність прокатки, варто визнати кліть, в якій валки притиснуті один до іншого ребордами або іншими неробочими поверхнями зусиллям, що перевищує тиск металу на валки (рис. 13.3).
Беручи до уваги, що вигин валків на ділянці між ребордами незначний і їм можна зневажити, різниця в пружній деформації системи при відсутності прокату між валками Δ0 і під час прокатки Δ1 може бути виражена наступною формулою:

де Р0 – зусилля, що діє на реборди, коли між валками немає прокату, тобто зусилля гідравлічних циліндрів;
Р1 – зусилля прокатки;
μ – коефіцієнт Пуассона матеріалу й валків
Е – модуль пружності матеріалу й валків;
b – ширина реборди.
Щоб переконатися у високій точності прокатки цим методом, підрахуємо зміну пружної деформації при проході металу у валки, коли, наприклад, зусилля змінилося на 30%. Якщо прийняти, що тиск на 1 мм при цьому становить 1000 кгс і валки сталеві, то пружна деформація збільшиться:
 мм
мм
тобто жорсткість цієї системи перевищує можливу точність виготовлення валків.
Чим коротше силові потоки, що йдуть від одного валка до іншого, чим меншу кількість деталей вони захоплюють, зазнаючи при цьому можливо більш низькі коливання напруг у результаті зміни навантаження на валки, тим вище жорсткість робочої кліті.

| Рисунок 13.5 – Раціональні схеми напружених клітей: а – двохвалкової; б – чотирьохвалкової; 1 – гідравлічний циліндр; 2 – механізми, що розпирають подушки з метою зміни міжвалкової відстані |
Із цього погляду традиційна конструкція робочої кліті, валки якої опираються через підшипники, подушки й натискні гвинти на станини, що є головною ланкою, що сприймає зусилля прокатки й замикає ці зусилля між обома валками, є винятково нераціональною (рис. 13.4). Силовий потік, що замикає зусилля, прикладені до обох валків, проходить через багато деталей; напруга в цих деталях і їхні деформації при проході металу через валки міняються в широких межах. Таким чином, ця традиційна конструкція при сучасних вимогах до звужених полів допусків повинна бути відкинута. Приймаючи, однак, до уваги, що в робочій кліті із притиснутими ребордами (див. рис. 13.3) коректування розмірів профілю можливо тільки переточуванням або перешліфовкою валків, необхідні робочі кліті з регульованою міжосьовою відстанню.
Керуючись викладеними принципами, варто визнати, що найбільш досконалими є кліті з гідравлічними циліндрами, показані на рис. 13.4. Тільки за такої умови ці циліндри можуть притискати підшипники обох валків, між якими перебуває механізм для зміни відстані між осями валків (рис. 13.6).
При цій конструкції зусилля в станині кліті постійні. Вони завжди більше максимальних зусиль на валки, але деформація станини, а також деталей, що сполучаються з верхньою й нижньою її частинами, повністю виключається із жорсткості кліті. Жорсткість кліті в цьому випадку залежить лише від вигину валків і додаткової деформації стислих елементів внаслідок їхнього часткового розвантаження під дією зусиль на валки при прокатці, тобто:

де Q – зусилля гідравлічних циліндрів;
l – середня відстань між точками прикладення рівнодіючих сил у підшипниках валків;
F – умовна середня площа перетину елементів, що розвантажуються від стиску,на ділянці l.
Отже, доцільно, щоб деталі на ділянці l (рис. 13.5) мали максимальну жорсткість.
Існують і багато інших способів підвищення жорсткості робочих клітей, зокрема, як збільшенням розмірів несучих деталей кліті, валків, підшипників, станин і ін., так і застосуванням напружених конструкцій, у яких заздалегідь створена пружна деформація, щоб при навантаженні загальна деформація кліті змінювалася якнайменше.
Тривалий досвід застосування напружених клітей системи Вндіметмашу на сортових станах 250 і 350 Донецького металургійного заводу й на стані 300 Чепельського комбінату (Угорщина) свідчить, що поле допусків вдається скоротити більш ніж в 1,5 рази (наприклад, на Чепельському комбінаті завдяки цим клітям поле допусків для круглого профілю діаметром 14 мм було скорочено з 0,816 до 0,354 мм).
Цей досвід підтверджує, що всі профілі, або волочінню, що не піддаються надалі прокатці, досить доцільно прокатувати на напружених клітях. При цьому за рахунок скорочення позитивного поля допусків і використання існуючого негативного поля для дрібносортних профілів досягається економія металу близько 2%, і для середньосортних – близько 1%.
Із численних різноманітних конструкцій напружених клітей найбільш ефективним виявилося застосування клітей, у яких підшипникові опори або безпосередньо валки притиснуті один до одного гідравлічними циліндрами із зусиллям, що перевищує найбільше зусилля при прокатці (див. рис. 13.5).
При цьому міжвалкова відстань регулюється спеціальним механізмом, що розпирає підшипникові опори-подушки, а якщо валки притиснуті, то застосовують переточування калібрів. У цій конструкції зусилля в станинах постійні, вони залежать від зусиль гідравлічних циліндрів, якими притиснуті підшипникові опори, і не змінюються від зусиль на валки при прокатці. Отже, деформація станини виключається, і жорсткість кліті буде визначатися лише вигином валків і зміною пружної деформації стислих елементів.
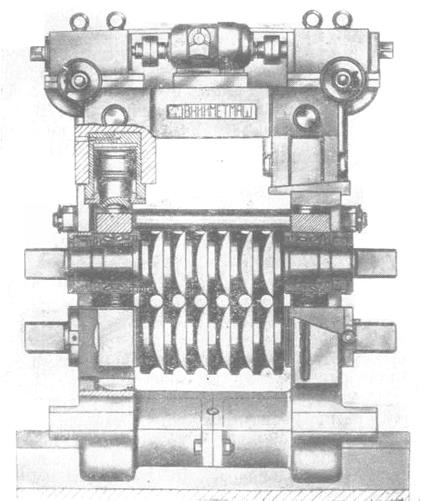
Жорсткість робочих клітей сортових станів необхідна не тільки між центрами валків, але й в осьовому напрямку. Це переконливо підтверджено дослідженнями, проведеними співробітниками Вндіметмашу В.П. Калініним і Ю.П. Бурлачковим, які показали, що осьові зазори в підшипниках валків, а також пружна деформація елементів кліті, що втримують валки від осьових зсувів, значно знижують точність прокатки багатьох профілів, у тому числі й круглих. У зв'язку із цим для підвищення точності прокатки рекомендується валок в одному з підшипників закріплювати без осьового зазору, а настановні пристосування в осьовому напрямку робити більш жорсткими. Кліті цієї конструкції знаходять широке застосування й вони названі об’ємно-напруженими (рис. 13.6).
Проблема підвищення точності профілів, що прокатуються, шляхом застосування жорстких клітей може бути вирішена лише в станів, що працюють без натягу металу, що прокатується. Крім зміни пружної деформації робочої кліті в процесі прокатки, на точність профілів, що прокатуються, сильно впливає також можлива зміна натягу, від якого залежать зусилля прокатки й, особливо, розширення. Отже, навіть якщо безперервний стан оснащений робочими клітями з ідеальною жорсткістю, але на ньому не передбачені регулятори натягу або петлерегулятори, то прокатувати точні профілі на такому стані неможливо.
| Уперше вплив натягу на розширення було досліджено В. П. Калініним. Їм експериментально встановлена залежність між натягом і розширенням (рис. 13.7) і показано, що натяг біля входу металу в валки особливо сильно зменшує розширення, викликаючи навіть утяжку. Тому одержання точного профілю на безперервному стані можливо тільки при постійному натягу між клітями або його відсутності. Щодо цього цікавий досвід, що був проведений на дротовому безперервному стані Череповецького металургійного заводу. При роботі без петлерегулятора розміри профілю по ширині залишалися в межах від 5,9 до 7,0 мм, тобто загальний розкид розмірів досягав 1,1 мм, а при роботі з петлерегуляторами, тобто |
| Рисунок 13.6 – Об’ємно-напружена робоча кліть конструкції Вндіметмашу (В.П. Калініна і Ю.П. Бурлачкова) |
практично без натягу, цей розкид скоротився більш ніж удвічі й становив 0,5 мм.
У зв'язку із цим з метою одержання більш точних профілів прокатні стани або конструюють так, щоб метал прокатувався без натягу, утворюючи між клітями петлі (як це робиться на більшості сорто- і дротопрокатних станів у Швеції), або, якщо стан безперервний, передбачають петлерегулятори натягу.
При прокатці смугового металу ефективні результати дають системи автоматичного регулювання міжвалкової відстані залежно від показань вимірника розмірів профілю, що прокатується.
Гарним прикладом цього напрямку підвищення точності прокатки є система автоматичного регулювання товщини листів в безперервних станах для холодної прокатки, розроблена ВНДІметмашем за участю УЗТМ під керівництвом М.М. Дружиніна. Це одна із кращих систем у світі, і її успішно застосовують на шести-, чотирьох- і п’яти-клітьових безперервних станах, у тому числі на двох станах ММК, на чотирьох-клітьовому стані Череповецького металургійного заводу й на такому ж стані заводу ім. Ілліча.
Застосування цієї системи регулювання різко знизило поздовжню різнотовщинність, у результаті чого фактична точність прокатки підвищилася в 4-5 разів у порівнянні з регламентованою діючими стандартами. Завдяки високій точності регулювання товщини забезпечується прокатка смуги тільки з негативними допусками по товщині, що при однаковій витраті металу дозволяє заощадити до 25-40 тис. т металу на кожному стані.

| Рисунок 13.7 – Зниження уширення при зростанні натягу: σ0 – натяг при вході у валки; σф – опір деформації при простому розтяганні; Δb – розширення при σ0=0 (відповідно до досліджень В.П. Калініна) |
Успішна робота цієї системи заснована на точній взаємодії двох методів регулювання товщини. Для грубого попереднього регулювання товщини використовують обертання натискних гвинтів, а для тонкого регулювання (тобто для зміни в невеликих межах) – натяг смуги. При цьому регулювання за допомогою натискних гвинтів використовують головним чином у першій кліті для усунення різнотовщинності вихідної смуги.
Застосування систем, що діють за аналогічним принципом (тобто працюючих на основі показників виміру товщини листа або смуги на вході в стан і на виході з нього й даних натягів смуги, а також зусиль на валки), дозволяє значно підвищити точність розмірів листів на станах, як холодної прокатки, так і гарячої. Проблема підвищення жорсткості клітей при наявності автоматичних систем такого роду стає хоча й менш актуальною, але як і раніше необхідною. Розроблені за останні роки прилади для виміру ширини смуги дозволяють по такому ж принципу автоматичного регулювання відстані між валками вирішувати завдання підвищення точності ширини смуги або листа.
Прикладом вдалої системи автоматичного регулювання ширини смуги, створеної ВНДІметмашем, може служити смуговий стан 300 ВАТ Міттал Стіл Кривий Ріг, на якому використовується комп'ютер, що регулює ширину штрипса, що прокатується, переміщенням валків еджера на основі показань вимірника ширини й аналізу даних вимірів при прокатці попередніх смуг.
Ця система не тільки сприяє економії металу, але й забезпечує стабільність роботи трубозварювальних агрегатів при зварюванні труб із цих штрипсів.
Підвищення точності прокатки сортових профілів може бути досягнуте також і завдяки застосуванню автоматичного регулювання міжвалкової відстані. Для цієї мети створюються прилади, які вимірюють основні розміри профілю при виході його з валків прокатного стану.
На широкосмугових і листових прокатних станах, крім автоматичної системи для регулювання товщини листа, що прокатується, по його довжині, повинна бути передбачена система для одержання гарної планшетності або площинності листів, тобто щоб листи не мали хвилястості або коробчатості.
Для цієї мети сучасні стани оснащують спеціальними системами, що дозволяють по ходу прокатки регулювати витяжку смуги, що прокатується, по її ширині.
У станах кварто це регулювання здійснюється здебільшого противигином робочих або опорних валків, а в багатовалкових станах – автоматичним регулюванням положення опорних роликів залежно від зміни в розподілі натягу смуги по її ширині. Основне правило дії цих систем складається в зниженні витяжки в тих місцях, де починає утворюватися хвилястість, і навпаки.
У той же час ця система для вирівнювання витяжки по ширині, тобто система противигину валків, дозволяє скоротити поле допусків на товщину листів, особливо при прокатці листів значної ширини. Так, наприклад, при прокатці листів шириною 3000 мм і товщиною 12 мм поле допусків без противигину становило по товщині (+1,2) – (-0,5) мм, тобто 1,7 мм. При застосуванні противигину це поле допусків вдалося скоротити в кілька разів.
Дата добавления: 2015-10-21; просмотров: 65 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Тема 13 ПІДВИЩЕННЯ ТОЧНОСТІ РОЗМІРІВ ПРОФІЛІВ, ЩО ПРОКАТУЮТЬСЯ – ОДИН З ГОЛОВНИХ НАПРЯМКІВ СТАНОБУДУВАННЯ | | | Тема 14 ЛИСТОВІ Й ШИРОКОСМУГОВІ СТАНИ |