|
Читайте также: |
Московского государственного университета дизайна и технологии
(филиал)
УТВЕРЖДАЮ
Зав. кафедрой ТДШИ
_________ Мокеева Н.С.
«_____»________2006 г.
МЕТОДИЧЕСКОЕ УКАЗАНИЕ
по выполнению лабораторной работы для студентов 4-ого курса
дневной формы обучения
Специальность: 280800 – «Технология швейных изделий»
ОБРАБОТКА СУПАТНОЙ ЗАСТЕЖКИ
В ИЗДЕЛИЯХ ИЗ НАТУРАЛЬНОГО МЕХА
Новосибирск, 2006
Составитель: доц., к.т.н. Редько-Левченко Т.Л.
Рецензент: доц., к.т.н. Яковлева С.В.
доц., к.т.н. Профорук Е.В.
Методическое указание рассмотрено и утверждено на заседании кафедры ТДШИ «___»________2006г. Протокол № _____.
Зав. кафедры ТДШИ
проф., д.т.н. Мокеева Н.С.
ЦЕЛЬ РАБОТЫ
Изучение методов обработки и разработка технологической документации на процесс изготовления супатной застежки в изделиях из натурального меха.
СОДЕРЖАНИЕ РАБОТЫ:
1. Изучение разновидностей конструктивно-технологического решения супатной застежки в изделиях из натурального меха.
2. Составление спецификации деталей кроя супатной застежки
3. Разработка технологической документации на процесс изготовления супатной застежки:
3.1 технологической последовательности
3.2 технологической карты
4. Изготовление образца супатной застежки.
5. Изучение направлений совершенствования обработки супатной застежки.
ТРЕБОВАНИЯ К СОДЕРЖАНИЮ ОТЧЕТА
В отчете по лабораторной работе должна быть представлена технологическая документация на изготовление супатной застежки (спецификация деталей кроя, технологическая последовательность, технологическая карта со схемами сборки и обработки узла). В конце отчета формулируются направления совершенствования методов обработки изученного образца. К отчету прилагается выполненный образец узла.
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
В соответствии с целью лабораторной работы студентам предлагается ознакомиться с разновидностями коснтруктивно-технологического решения обработки супатной застежки в изделиях из натурального меха.
При изготовлении меховой одежды используют различные виды застежек: на прорезные или навесные петли и пуговицы, крючки – клипсы и внутренние (супатные) застежки [7,8,9,10].
Изделия с супатной застежкой обрабатывают без подборта и с подбортом. При обработке изделий без подборта припуск на обработку борта увеличивают до 15 … 25 мм.
В изделиях с подбортом подборт может быть отрезным и цельновыкроенным. Отрезной подборт выкраивают из основного или другого материала: замши, кожи и т.д. Схемы обработки супатной застежки представлены на рисунках 1,2,3.
При изучении разновидностей конструктивно-технологического решения супатной застежки студенты используют альбомы образцов, тематические плакаты, схемы обработки застежек приведенные в литературе [7,8,9,10] и на рисунках 1,2,3 настоящего методического указания.
После предварительного ознакомления по образцам и схемам с конструктивными особенностями и вариантами обработки супатной застежки студенты приступают к составлению спецификации деталей кроя. Вариант задания выдает преподаватель. Разработка спецификации начинается с деталей, выкроенных из меха, затем в таблице изображают детали из подкладочных и прокладочных материалов.
На эскизах деталей указывают направление нити основы и отклонение от нее в соответствии с нормативной и технической документацией [1-4]. В конце таблицы подсчитывается общее количество деталей, входящих в узел.
Прежде чем приступить к разработке технологического процесса изготовления супатной застежки студенты более подробно знакомятся со схемой сборки узла, заданного в варианте задания.
Ниже более подробно описывается технология обработки узла, представленного на рисунке 1. Этот вариант, как наиболее предпочтительный при обработке изделий из натурального меха, студенты выполняют на лабораторной работе.
Обработка застежки начинается с операции, связанной упрочнением кожевой ткани основной детали (переда). Для этого на основную деталь прикрепляют прокладку, которую располагают по всей поверхности. Прокладку накладывают на изнаночную сторону переда на расстоянии 20÷25 мм от бортового среза и наметывают ручными прямыми наметочными стежками длиной 10 мм. Расстояние между строчками 30÷40 мм. Строчки располагают вдоль детали переда (операция 1 рисунок 4).

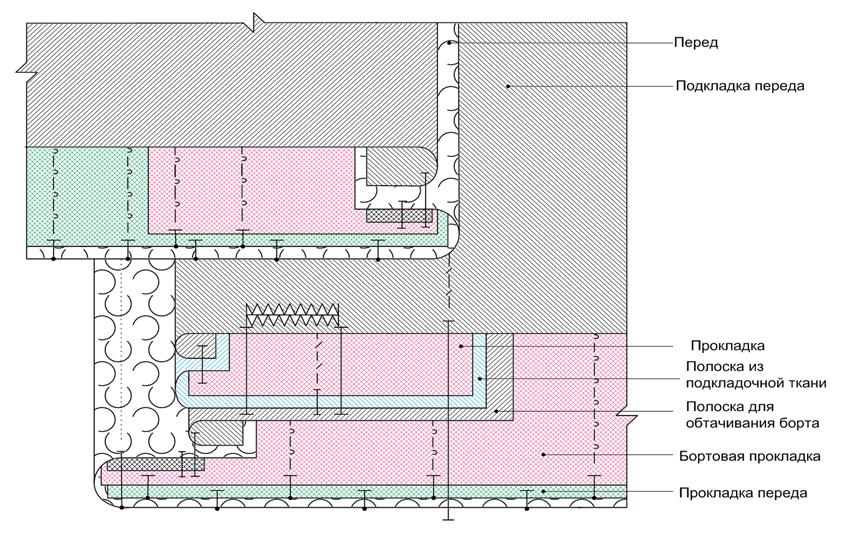
Рисунок 1. – Схема обработки супатной застежки (по типу обработки гульфика)

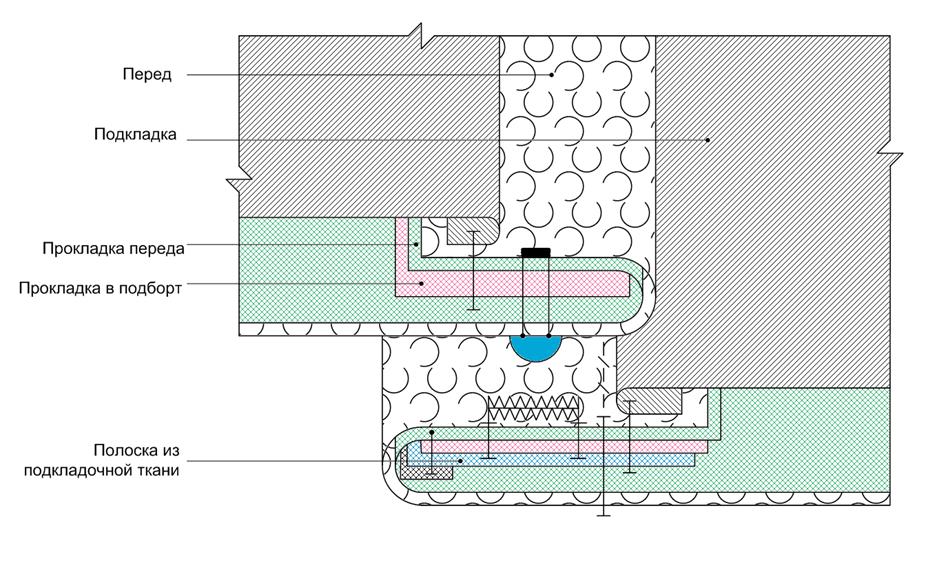
Рисунок 2. – Схема обработки супатной застежки с цельновыкроенным подбортом

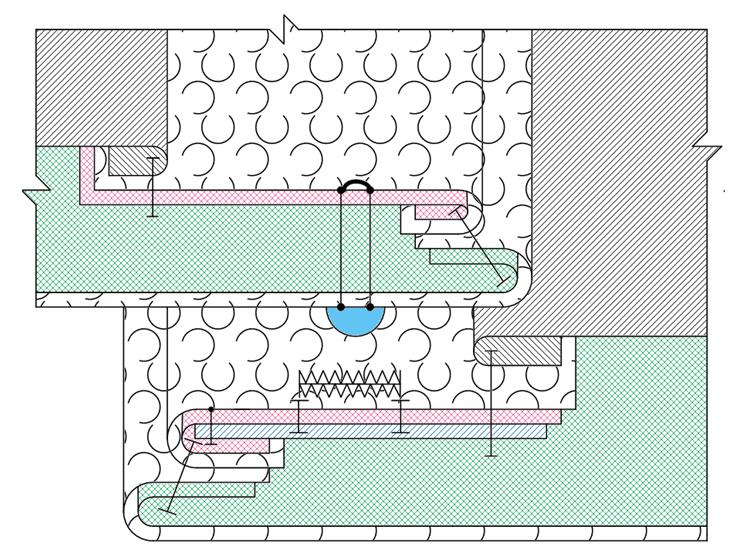
Рисунок 3. – Схема обработки супатной застежки с отрезным подбортом
Для укрепления бортового среза используют неклеевую кромку. Кромку накладывают по линии перегиба борта и настрачивают на расстоянии 5…7 мм от бортового среза (операция 2, рисунок 5).
Для дополнительного увеличения прочности кожевой ткани и формоустойчивости переда мехового изделия применяют бортовую прокладку, которая по конструкции представляет пластину прямоугольной формы.
Бортовую прокладку накладывают на перед по линии перегиба борта и прикрепляют ручными наметочными стежками длиной 10 мм. Расстояние между строчками 30 мм, строчки располагают параллельно срезу борта (операция3, рисунок 6).
Первая строчка наметывания располагается от среза борта на расстоянии 10…15 мм.
После выполнения операций, связанных с упрочнением деталей скроя и закреплением срезов, студенты приступают к выполнения следующего этапа работы: обтачивание среза борта и обработка петель.
Срез борта на участке расположения супатной застежки обтачивают деталью прямоугольной формы из подкладочной ткани.
Ширина детали 150…200 мм.
Обтачивание производят на универсальной машине. Ширина шва обтачивания 10 мм (операция 4, рисунок 7).
Для обработки петель супатной застежки подкладку изделия на участке расположения застежки обтачивают полоской из подкладочной ткани, шириной 60…80 мм. Для обеспечения прочности петель на полоску настрачивают прокладку из коленкора или бязи, выкроенную по направлению утка. Прокладку располагают на расстоянии 10…15 мм от внутреннего (бортового) среза полоски ткани.
Строчку настрачивания прокладки располагают на расстоянии 30 мм от внутреннего среза прокладки (операция 5, рисунок 8).
Обтачивание подкладки изделия производят на участке расположения петель шириной шва 8÷10 мм (операция 6, рисунок 9).
Затем по лекалу намечают место расположения петель, которые обметывают на специальной машине на расстоянии 20÷25 мм от бортового (обтачанного) края (операция 7, рисунок 9).
Сборка супатной застежки включает заключительные операции связанные с обработкой застежки (операции 8,9,10. рисунок 10). Настрачивание застежки (операция 8) производят между петлями на расстоянии 2÷3 мм от шва обтачивания бортового среза подкладки изделия. Строчки выполняют на специальной или универсальной машине. При выполнении операции на универсальной машине закрепление производят двумя параллельными строчками длиной 20÷30 мм. Строчки располагают перпендикулярно борту (операция 8, рисунок 10).
Для закрепления края борта рекомендуется выполнять вспушку края борта. Вспушка – это закрепление с помощью ручных разметочных стежков.
Строчку располагают на расстоянии 3÷5 мм от сгиба борта (операция 9, рисунок 10).
Вспушку выполняют перед настрачиванием застежки на перед по борту (операция 10, рисунок 10). Настрачивание супатной застежки на перед производится на расстоянии 50÷60 мм от сгиба борта. Ширина настрачивания зависит от модельных и конструктивных особенностей изделия.
После изучения технологии изготовления супатной застежки студенты разрабатывают технологическую последовательность на процесс изготовления застежки.
Технологическая последовательность должна быть представлена в табличной форме (таблица 2).
В первой графе таблицы указывают номер технологически-неделимой операции и е содержание. При оформлении этой графы необходимо учитывать стандарты, регламентирующие термины, используемые при описании технологии изготовления изделия [12,13].
Во второй графе указывается специальность операции, определяемая видом выполняемой работы и оборудованием, на котором она выполняется: М – машинная. С – спецмашинная, Р – ручная, И – ручная с иглой, У - утюжильная, П – прессовая, п/а – полуавтоматическая.
Разряд исполнителя (третья графа) указывается в соответствии с тарифно-квалификационным справочником [14].
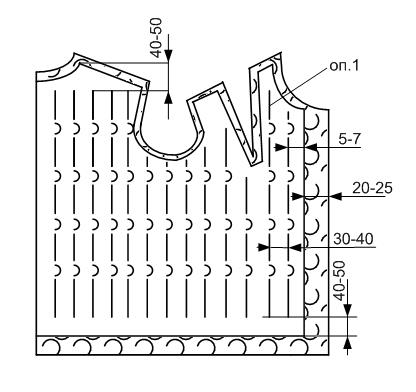
Рисунок 4. – Ручное соединение прокладки с деталями верха
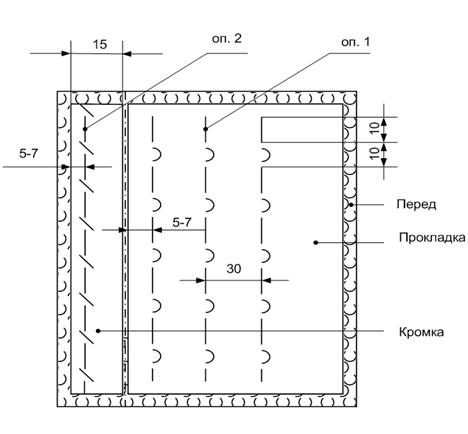
Рисунок 5. – Схема соединения кромки с передом
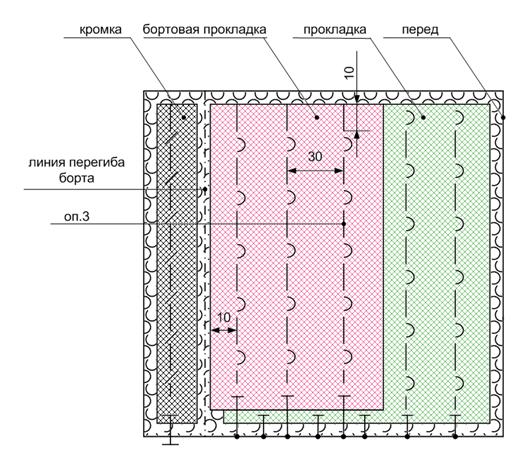
Рисунок 6. – Схема соединения бортовой прокладки с передом
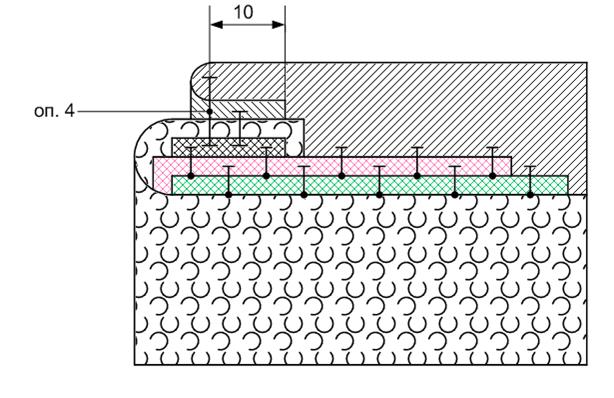
Рисунок 7. – Схема обтачивания бортового среза переда полоской из подкладочной ткани
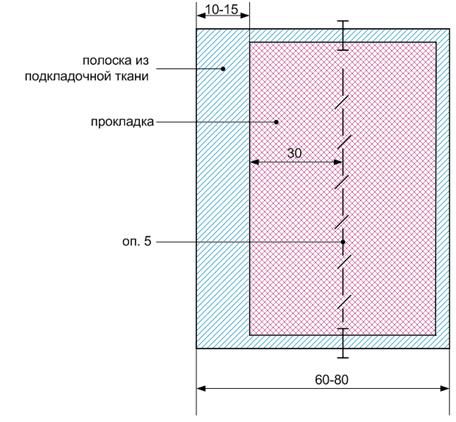
Рисунок 8. – Схема настрачивания прокладки на полоску из подкладочной ткани для обтачивания бортового среза подкладки изделия (на участке расположения супатной застежки).
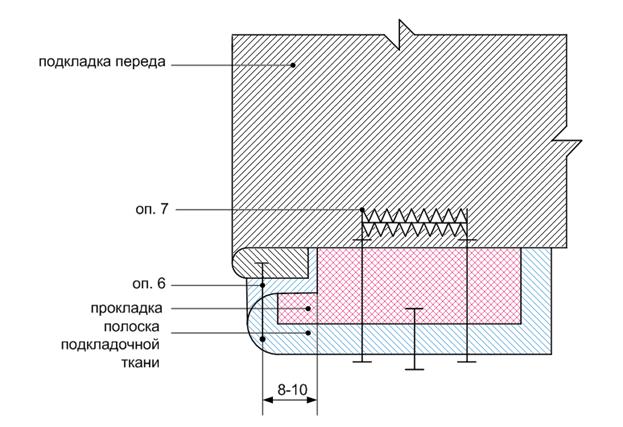
Рисунок 9. – Схема обтачивания бортового среза подкладки переда и обметывания петель
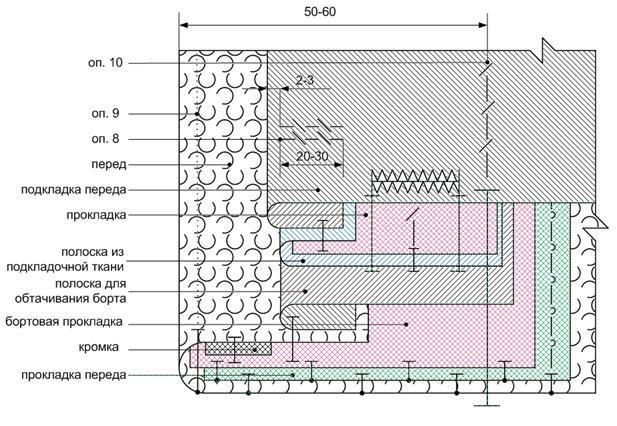
Рисунок 10. – Сборка супатной застежки
Таблица 2. – Технологическая последовательность обработки
супатной застежки
| Номер и наименование технологически неделимых операций | Специальность | Разряд | Норма времени, с Нвр | Оборудование, инструменты, приспособления |
| 1. Наметать прокладку на перед | Р | |||
| 2. Настрочить кромку к припуску на обработку борта | М | |||
| 3. Наметать бортовую прокладку на перед | Р | |||
| 4. Наметить место расположения супатной застежки на переде | Р | |||
| 5.Сделать надсечки на участке расположения супатной застежки | Р | |||
| 6.Обтачать бортовой срез на участке расположения супатной застежки | М | |||
| 7. Настрочить прокладку на полоску для обтачивания бортового среза подкладки изделия | М | |||
| 8. Наметить место расположения супатной застежки на подкладке изделия | Р | |||
| 9. Сделать надсечки на участке расположения супатной застежки на пиджаке изделия | Р | |||
| 10. Обтачать бортовой срез подкладки изделия на участке расположения супатной застежки | М | |||
| 11. Приутюжить супатную застежку | У | |||
| 12. Наметить место расположения петель | Р | |||
| 13. Обметать петли | С | |||
| 14. Обтачать верхний и нижний участки бортового среза подкладкой изделия | М |
Продолжение таблицы 2
| 15. Настрочить супатную застежку на перед между петлями | М | |||
| 16. Закрепить край борта ручными стежками | Р | |||
| 17. Настрочить супатную застежку на перед | М | |||
| 18. Приутюжить готовый узел | У |
Норму времени на операцию (графа четыре) при выполнения лабораторной работы допускается не заполнять.
В пятой графе указывается оборудование, инструменты, приспособления, необходимые для изготовления узла в условиях лаборатории.
После разработки технологической последовательности студенты разрабатывают технологическую карту на обработку узла.
Подробно порядок и правила к оформлению технологической карты изложены в источнике [6].
Руководствуясь разработанной технологической документацией, студенты приступают к изготовлению узла.
В конце работы необходимо указать направления совершенствования технологии изготовления супатной застежки.
Совершенствование технологии изготовления должно быть направлено на дальнейшую механизацию операции связанных с обработкой супатной застежки, использование специальных машин и полуавтоматов, совмещение технологических операций, упрощение способов их выполнения, применение современных прокладочных материалов и рациональных пакетов материалов. При разработке направлений совершенствования рекомендуется использовать лекционный материал и рекомендации представленные в специальной литературе [7, 8, 9, 10].
Задание лаборантам
Для выполнения лабораторной работы необходимы:
1. Наглядные пособия по обработке и сборке потайной застежки в изделиях из натурального и искусственного меха.
(альбомы с образцами, плакаты с вариантами обработки застежки);
2. Инструкция «Изделия швейные бытового назначения. Оценка пальтово-костюмного ассортимента. Допустимые отклонения в деталях»: Утв. Зам. начальника отдела промышленности по производству одежды Госкомитета по легкой промышленности при Госплане СССР 10.07.90/ЦНИИТЭИЛегпром. – М., 1990. – 22с.;
3. Инструкция. Технические требования к соединениям деталей швейных изделий: Утв. Зам. начальника отдела промышленности по производству одежды Госкомитета по легкой промышленности при Госплане СССР 10.07.90/ЦНИИТЭИЛегпром. – М., 1991. – 100с.;
4. ГОСТ 20521-75 Технология швейного производства. Термины и определения. Межгос. стандарт. – Введ. 01.01.76. – М.: Издательство стандартов, 1987. – 9с.
5. Детали кроя обрабатываемого узла;
6. Швейные нитки, ручные иглы;
7. Вспомогательные лекала (для нанесения места расположения потайной застежки и линии настрачивания застежки на переде).
Список литературы
1. Савостицкий А.В. Технология швейных изделий: Учебник для высших учебных заведений/ А.В. Савостицкий, Е.Х. Меликов. – М.: Легкая и пищевая промышленность, 1982. – 439с.
2. Основы промышленной технологии поузловой обработки верхней одежды: Уче5бник для высших учебных заведений и техникумов/ Т.И. Куликова. – М.: Легкая индустрия, 1976. – 560с.
3. Кокеткин П.П. Одежда: технология-техника, процессы - качество: Справочник/ П.П. Кокеткин. – М.: МГУДТ, 2001. – 560с.
4. Лабораторный практикум по технологии швейных изделий: Учебное пособие для ВУЗов/ Е.Х. Меликов, Л.В. Золотцева, В.Е. Мурыгин. – 2-е изд., перераб. и доп. – М.: Легпромбытиздат, 1988. 272с.
5. Справочник: промышленные швейные машины/под ред. Кузьмичева – М.: «В зеркала», 2001-247с.
6. Разработка технологической карты на швейные изделия (узел): Методические указания для курсового и дипломного проектирования Е.В. Низовских. – Новосибирск. Новосибирск: НТИ МТИЛП, 1498.- 46с.
7. Пармон Ф.М. Проектирование и изготовление изделий из шубной овчины: Учебник для средних и высших заведений. М.: Легпромбытиздат.1989. – 190с.
8. Белякова В.И. Технология меха и шубной овчины: Учебник для средних- средне-учебных заведений. М.: Легкая и пищевая промышленность. 1984. 248с.
9. Марсакова З.П. производство меховых и овчинно-шубных изделий: учебник для средних учебных заведений. М.: Легпромбытиздат. 1991.- 304с.
10. Голичков С.В. Технология одежды из меха. М.: Легкая индустрия. 1974 – 360с.
11. Инструкция. технические требования к соединениям деталей швейных изделий. Утв. Зам. начальника промышленности по производству одежды Госкомлегпрома или Госплане СССР 12.12.90/ЦНИИТЭИЛегпром. – М., 1991. – 100с.
12. ГОСТ 20521-75 Технология швейного производства. Термины определения. Межгос. стандарт. – Введ. 01.01.76. – М: Издательство стандартов, 1987. – 9с.
13. ГОСТ 229777-89 Детали швейных изделий. Термины и определения: Межгос. стандарт. Вед. 01.01.91. – М. Издательство стандартов, 1990. – 9с.
14. Единый тарифно-квалификационный справочник работ по профессий рабочих. Раздел: Швейное производство. Выпуск 49. – М.: Гос. ком. по труду и социальным вопросам, 1986г. – 64с.
Дата добавления: 2015-10-16; просмотров: 387 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Экспликацию земель вычисляют следующим образом. | | | ЦЕЛЬ ДИСЦИПЛИНЫ |