|
Читайте также: |
Дефекты сварных швов бывают внешние и внутренние.
Внешними дефектами являются:
- нарушение формы и размера сварного шва;
- подрез зоны сплавления;
- непровары (обычно корня шва);
- наплывы;
- прожоги;
- свищи;
- поверхностные поры;
- незаваренные кратеры;
- поверхностные трещины.
Внутренними дефектами являются:
- внутренние поры;
- шлаковые включения;
- вольфрамовые включения;
- непровары;
- несплавления;
- трещины.
Возникновение дефектов сварных швов происходит при нарушениях технологического процесса сварки, в результате недостаточной квалификации сварщика и применения некачественных сварочных материалов. В результате некачественной подготовки и сборки деталей перед сваркой, неправильного угла скоса кромок свариваемых деталей, большого или малого притупления кромок, неравномерного зазора между ними по длине стыкуемых деталей, смещения кромок по высоте относительно друг друга и нарушения режимов сварки происходит отклонение формы и геометрических параметров сварных швов от требований технических условий и нормативных документов.
Неравномерная ширина шва - отклонение ширины сварного шва от нормативных значений. Причина - низкая квалификации сварщика, отклонения от проектного значения величины зазора между свариваемыми кромками, неравномерность скорости сварки.
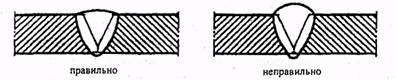
Неправильный профиль сварного шва - образуется из-за слишком малого угла (а) между поверхностью основного металла и плоскостью касательной к поверхности сварного шва.

Неполностью заполненная разделка кромок - продольная непрерывная или прерывистая вогнутость на поверхности сварного шва из-за недостаточности присадочного металла.

Превышениеусиления сварного шва - избыток наплавленного металла на лицевой стороне (сторонах) стыкового шва.
Превышение выпуклости - избыток наплавленного металла на лицевой стороне углового шва.

Дата добавления: 2015-09-06; просмотров: 331 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Радиографический контроль сварных соединений в соответствии с Российскими стандартами и методическими документами. | | | Выпуклость (превышение проплавления) корня шва |