|
Читайте также: |
- часть одностороннего сварного шва со стороны его корня, выступающая над уровнем расположения поверхностей сваренных деталей (оценивается по максимальной высоте расположения поверхности корня шва над указанным уровнем).

Вогнутость корня шва - дефект в виде углубления на поверхности обратной стороны сварного одностороннего шва (оценивается по максимальной глубине расположения поверхности корня Шва от уровня расположения поверхностей сваренных деталей).
 |
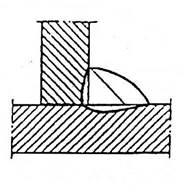
Местное превышение проплава - местный избыточный проплав (с внутренней стороны одностороннего шва).
Брызги металла - дефект в виде затвердевших капель расплавленного металла на поверхности сваренных или наплавленных деталей с образованием или без образования кристаллической связи с основным металлом.
Смещение кромок - неправильное положение сваренных кромок друг относительно друга (несовпадение уровней расположения свариваемых (сваренных) деталей в стыковых сварных соединениях).
Углубление между валиками - продольная впадина между двумя соседними валиками (оценивается по максимальной глубине).
Асимметрия углового шва - несоответствие фактического значения катета шва проектному значению.
Перелом осей деталей (угловое смещение) - смещение между двумя свариваемыми деталями, при котором их плоские поверхности не параллельны (или не направлены под определенным углом).

Наплыв - дефект в виде металла, натекшего в процессе сварки (наплавки) на поверхность сваренных (наплавленных) деталей или ранее выполненных валиков и не сплавившегося с ними.

Наплывы возникают из-за слишком большого сварочного тока при длинной дуге, высокой скорости сварки, некачественных электродов, при большом угле наклона плоскости свариваемого элемента, нарушении технологии сварки и недостаточной квалификации сварщика. Наплывы являются концентраторами напряжений и не допускаются при динамических нагрузках.
Подрез - углубления в основном металле на границе поверхности сварного шва с основным металлом.

Глубина подреза может достигать нескольких миллиметров. При газовой сварке подрезы образуются в результате превышения мощности пламени горелки, а при электродуговой сварке - при повышенном токе и напряжении дуги, а также при большом диаметре электрода. Подрезы не допускаются в конструкциях, работающих при динамических нагрузках. Подрезы уменьшают сечение основного металла, вызывают местную концентрацию напряжений от рабочих нагрузок и в процессе эксплуатации могут стать очагом разрушения конструкции. Подрезы исправляют подваркой ниточным швом.
Свищ - дефект в виде воронкообразного или трубчатого углубления в сварном шве.

Прожог - дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания части металла сварочной ванны.
Причинами образования свищей и прожогов являются большой сварочный ток (большая мощность сварочной горелки), недостаточное притупление кромок и большой зазор между ними, малая скорость сварки. Чаще всего прожоги возникают при сварке металла малой толщины и первого слоя многослойного сварного шва.
Кратер - углубление, образующееся при сварке в конце валика под действием давления дуги и объемной усадки металла сварного шва. Кратер располагается, как правило, в местах резкого отрыва дуги (пламени) или окончания сварки.
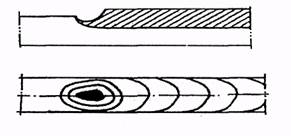
Кратеры уменьшают рабочее сечение сварного шва, снижают его прочность и могут стать причиной образования трещин.

Кратеры во всех случаях недопустимы в сварных швах и подлежат исправлению. Кратеры исправляют заваркой с предварительной вырубкой трещин до основного металла.
Усадочная раковина - дефект в виде полости или впадины, образованный при усадке металла шва в условиях отсутствия питания жидким металлом.
Усадочная раковина располагается, как правило, в местах перерыва или окончания сварки.
Неравномерная поверхность шва - чрезмерная неровность наружной поверхности шва.
Отслоение - дефект в виде нарушения сплошности сплавления наплавленного металла с основным металлом.
Непровар - дефект в виде несплавления в сварном соединении из-за неполного расплавления кромок основного металла или поверхностей ранее выполненных валиков сварного шва.

В случае несплавления поверхностей ранее выполненных валиков образуются тонкие шлаковые или оксидные прослойки.
Непровары образуются:
- в нижней части шва (корне) при односторонней сварке стыковых соединений;
- в центре шва при двусторонней сварке металла без скоса кромок;
- в корне угловых швов и в случае разделки со скосом кромок;
- по кромкам разных типов соединений;
- между отдельными слоями в многослойных швах.
Причины образования непроваров:
- плохая очистка кромок;
- большая скорость сварки;
- неправильная подготовка кромок под сварку (малый угол скоса кромок и зазор), большое притупление, перекос или смещение кромок;
- малые поперечные колебания при газовой сварке;
- недостаточная тепловая мощность дуги или пламени;
- неправильный угол наклона электрода или горелки;
- направление дуги (пламени) на одну из кромок;
- неправильная установка электрода при автоматической сварке;
- магнитное дутье при сварке на постоянном токе;
- чрезмерно большой диаметр электрода для данных размеров и формы подготовки кромок;
- неправильный выбор полярности тока;
- наличие нерасплавленных прихваток.
Для пластичных материалов при статической нагрузке влияние величины непровара на уменьшение прочности конструкции пропорционально относительной глубине (площади) непровара. По некоторым нормативным документам допускаются непровары глубиной до 10-15%. Для высокопрочных и малопластичных материалов, а так же при динамической нагрузке непровары существенно снижают работоспособность конструкции и не допускаются.
Включение - полость в металле, заполненная газом, шлаком или инородным металлом; обобщенное наименование пор, шлаковых и вольфрамовых включений.
Пора - дефект сварного шва в виде полости округлой формы, заполненной газом.
Поры возникают вследствие выделения из металла шва газов (водород, азот, углекислый газ и т. д.), образовавшихся при плохой прокалке электродов, попадания в сварочную ванну ржавчины, масла, грязи, влаги, воздуха, при плохой защите расплавленного металла, при выгорании углерода, имеющегося в стали при недостатке раскислителей. Образованию пор способствует высокая скорость сварки.
Шлаковое включение - полость в металле, в том числе в сварном шве, заполненная шлаком.
Шлаковые включения образуются при сварке малым сварочным током, из-за некачественного флюса, грязных кромок, плохой зачистке от флюса при многопроходной сварке.
Вольфрамовое включение - внедрившаяся в металл шва нерасплавленная частица (осколок) неплавящегося вольфрамового электрода.
Окисное включение - окисел металла, попавший в металл шва во время затвердевания.
Включение одиночное - включение, минимальное расстояние от края которого до края любого соседнего включения — не менее максимальной ширины каждого из рассматриваемых включений, но не менее трехкратного максимального размера включения с меньшим значением этого показателя (из двух рассматриваемых).

Максимальный размер включения - наибольшее расстояние а между точками внешнего контура включения.
Максимальная ширина включения - наибольшее расстояние b между двумя точками внешнего контура включения, измеренное в направлении, перпендикулярном максимальному размеру включения.
Приведенная площадь включения – произведение максимального размера включения на его максимальную ширину.
Скопление включений - два или несколько включений (пор, шлаковых и прочих включений) минимальное расстояние между краями которых менее установленного для одиночных включений, но не менее максимальной ширины каждого из двух рассматриваемых соседних включений.

Цепочка пор - группа пор в сварном шве, расположенная в линию, параллельно оси сварного шва.

Объемные включения (поры, шлаковые включения, вольфрамовые включения) в металле шва до некоторого предела практически не снижают его статической прочности.
Для низкоуглеродистых сталей этот предел составляет примерно 10-15% площади поперечного сечения шва, для перлитных сталей – 6-10%.
При динамических нагрузках объемные включения (особенно шлаковые) являются концентраторами напряжений и их допустимое количество строго регламентировано.
Дата добавления: 2015-09-06; просмотров: 562 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Дефекты сварных соединений (РД 03-606-03) | | | Конструктивные элементы сварного шва, подлежащие измерительному контролю. |