Читайте также:
|

| G54 | Установка смещения нуля по G54 |
| T2 M6 | Установка в рабочее положение инструмента №2 |
| G43 H2 | Включение корректора на длину инструмента №2 |
| S1500 M3 | Частота вращения 1500 об/мин, правое вращение |
| G90 G94 F300. | Абсолютная система отсчёта, рабочая подача 300мм/мин |
| G0 X0 Y0 Z1. | Выход в начало обработки (точка 1) |
| G1 Z-5. | Установка инструмента на глубину резания |
| G1 Y50.,R12. | Перемещение в точку 2 с обработкой скругления R12 (точка 2.1) |
| G1 X30. | Перемещение в точку 3 |
| G1 X60. Y80. | Перемещение в точку 4 |
| G1 X110.,R30. | Перемещение в точку 5 с обработкой скругления R30 (5.1) |
| G1 X140. Y55. | Перемещение в точку 6 |
| G1 Y15.,C10. | Перемещение в точку 7 с обработкой фаски (7.1) |
| G1 X80.,R8. | Перемещение в точку 8 с обработкой скругления R8 (8.1) |
| G1 Y0 | Перемещение в точку 9 |
| G1X0 | Перемещение в точку 1 |
| G1 Z1. | Вывод инструмента из металла |
Функции G1 и G0 являются модальными (действующими на протяжении всей программы, пока не поступит функция отмены).
ОБРАБОТКА ДУГИ ОКРУЖНОСИ
(круговая интерполяция)
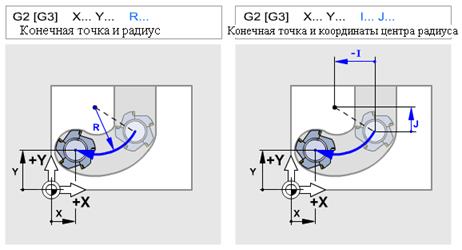
G2
X конечная точка X
Y конечная точка по Y
R обрабатываемый радиус
G3 дуга против часовой стрелки
X конечная точка X
Y конечная точка по Y
I расстояние от начальной точки дуги до ее центра по X
J расстояние от начальной точки дуги до ее центра по Y
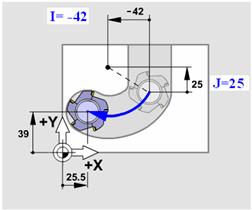 Фрагмент программы для детали изображенной на рисунке будет иметь вид
Фрагмент программы для детали изображенной на рисунке будет иметь вид
Дата добавления: 2015-08-21; просмотров: 103 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Программирование перемещений на быстром ходу | | | КОРРЕКЦИЯИ РАДИУСА ИНСТРУМЕНТА |