Читайте также:
|
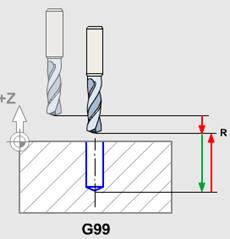
В программе мы можем повлиять на способ отвода инструмента по окончанию выполнения при помощи команд G98 G99.

После цикла инструмент по оси Z возвращается в точку заданную до цикла.
После цикла инструмент по оси Z возвращается в плоскость R.
СВЕРЛЕНИЕ ОТВЕРСТИЙ ПРИ ПОМОЩИ G81
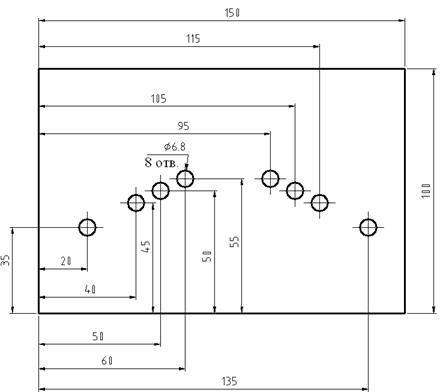
Глубина сверления всех отверстий 40мм.
По оси Z ноль детали расположен на торце заготовки.
| G54 | Смещение нуля детали по G54 | |
| T11 M6 | Установка в рабочее положение инструмента №11 | |
| G43 H11 M8 | Включение коррекции на длину инструмента, включение | |
| S1000 M3 | Частота вращения 1000об/мин, правое вращение | |
| G0 G90 X20. Y35. | Быстрый ход, абсолютная система отсчёта, подвод инструмент к точке сверления | |
| G0 Z10. | Подвод к заготовке по Z | |
| G81 R5. Z-40. F100. | Цикл сверления с начальной точки Z5 (R5.)до глубины 40мм, с подачей 100мм/мин | |
| X40.Y45. | Указание координат отверстий для цикла G81 | |
| X50. Y50. | Перемещение в каждую точку будет выполняться на быстром ходу с автоматическим повтором перемещений по циклу | |
| X60. Y55. | ||
| X95. | ||
| X105. Y50. | ||
| X115. Y45. | ||
| X135. Y35. | ||
| G0 Z100. | Отмена действия цикла, отвод инструмента. | |
| M9 | ||
| M5 | ||
| G28 | ||
| M30 | ||
Дата добавления: 2015-08-21; просмотров: 112 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Программирование обработки контура и круглого кармана | | | Цикл глубокого сверления G83 |