Читайте также:
|
Движение на быстром ходу программируются кодом G0 с указанием конечной точки перемещения в абсолютной или относительной системе координат (после значения целого числа миллиметров обязательно должен стоять знак десятичной точки).
При перемещении по G0 каждая ось перемещается с одинаковой скоростью, но завершение перемещения осей происходит не одновременно, по этому путь перемещения инструмента одновременно по двум координатам, как правило, представляет собой ломаную прямую линию.
Линейное перемещение на рабочей подаче G1:
Перемещение может происходить по одной либо нескольким осям. Движение всех осей начинается и заканчивается одновременно.
G90 Абсолютная система отсчёта

G90 G94 абсолютная система отсчёта, подача в мм/мин.
G1 X60. Y35. F300. переместится на в точку с координатами X =60мм Y =35мм на подаче 300мм/мин.
G0 Z0 переместится на быстром ходу по оси Z в точку 0.
G91 Относительная система отсчёта

G91 G94
G1 X-40. Y35. F80. переместить инструмент на рабочей подаче в правлении «минус» по оси X на 40мм, одновременно переместить ось Y в направлении «плюс» на 35мм.
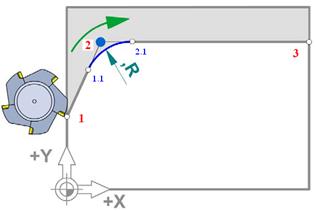
Кроме того там, где имеются сходящиеся элементы, можно автоматически вставит снятие фаски, либо обработку скругления в конце перемещения при помощи команд:
 ,C
,C
,R
Дата добавления: 2015-08-21; просмотров: 113 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| ФРЕЗЕРНАЯ ОБРАБОТКА | | | Обработка контура |