Читайте также:
|
Наибольший диаметр обрабатываемой заготовки, мм:
над станиной..............................................................................................400
над суппортом...................................................................................220
Наибольший диаметр обрабатываемого прутка, проходящего
через отверстие шпинделя, мм…………………………………………………50
Число скоростей шпинделя..........................................................................22
Пределы частот вращения шпинделя, мин-1........................................12,5—1600
Предельная подача, мм/об:
продольная…………………………………………..…………….0,05—2,8
поперечная....................................................................................0,02,5—1,4
Шаг нарезаемой резьбы:
метрической, мм.......................................................................0,5—112
дюймовой, ниток на 1".......................................................................56—05
Мощность электродвигателя, кВт................................................................10
Частота вращения вала электродвигателя, мин-1 …………………………..1460
Виды движения. Главное движение — вращение шпинделя с заготовкой; движения подач — перемещение каретки в продольном и салазок в поперечном направлениях; вспомогательные движения — быстрые перемещения каретки в продольном и салазок: в поперечном направлениях от отдельного привода и др.
Кинематическая схема станка приведена на рис. 3.8. Привод главного движения. Вращение шпинделю передается от электродвигателя (N = 10 кВт; п = 1460 мин-1) через клиноременную передачу 148/268 икоробку скоростей, Муфта М1 служит для включения, выключения иизменения направления вращения шпинделя.
Движение от электродвигателя на шпиндель может передаваться по двум кинематическим цепям:
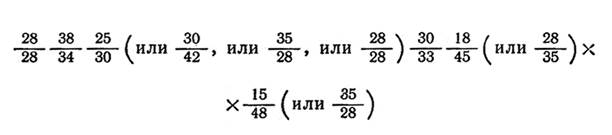
а) по короткой цепи (без перебора), что дает 12 высших ступеней частот вращения шпинделя:
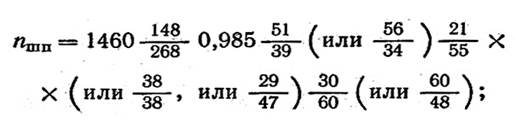
б) по длинной цепи (с перебором), что дает еще 12 частот
вращения:
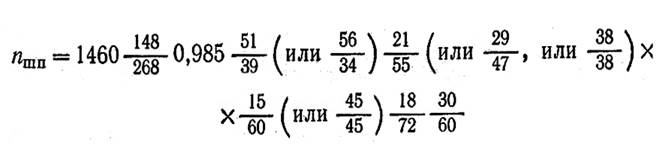
Таким образом, шпиндель станка получает всего 24 значения частот вращения. Практически же шпиндель имеет только 22 частоты вращения, так как значения п = 500 мин-1 и п = 630 мин-1 повторяются дважды.
Станок должен быть налажен на заранее подобранную по режимам резания частоту вращения. Максимальная частота вращения шпинделя (при работе без перебора)

минимальная (при работе с перебором)

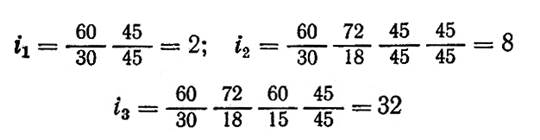
Привод подач состоит иззвена увеличения шага, механизма реверса, гитары сменных колес, коробки подач и механизма передач фартука. Движение подачи осуществляется или непосредственно от шпинделя через пару зубчатых колес 60/60, как показано на схеме (нормальное соединение), или через звено увеличения шага, которое расположено в коробке скоростей и имеет три передаточных отношения:
Для изменения направления вращения ходового винта служит реверсивный механизм. Правое вращение винта производится через пару зубчатых колес 30/45 левое—через передачу 30/25 25/45.
 Дальше вращение передается сменным зубчатым колесам гитары: передачу
Дальше вращение передается сменным зубчатым колесам гитары: передачу
применяют при нарезании метрических и дюймовых резьб и для подачи по ходовому валу.
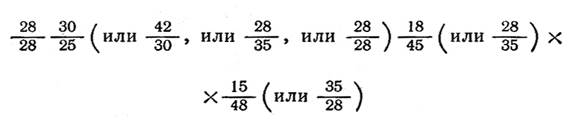
Коробка подач имеет две основные кинематические цепи. Одна цепь служит для нарезания дюймовых резьб (16 вариантов):
Другая цепь предназначена для нарезания метрических резьб (16 вариантов):
 В первом случае ходовой винт получает движение, когда муфты М2, М3 и М4 выключены, а М5 включена. Во втором случае муфта М2 выключена, а муфты М3 — М5 включены. Вторую кинематическую цепь используют также для получения продольной или поперечной подач, при этом вращение с вала XVIII на ходовой вал передается через зубчатые колеса
В первом случае ходовой винт получает движение, когда муфты М2, М3 и М4 выключены, а М5 включена. Во втором случае муфта М2 выключена, а муфты М3 — М5 включены. Вторую кинематическую цепь используют также для получения продольной или поперечной подач, при этом вращение с вала XVIII на ходовой вал передается через зубчатые колеса
Муфта М5 выключена.
При нарезании резьбы с повышенной точностью движение на ходовой винт передается напрямую, т. е. коробка подач отключена, а муфты М2 и М5 включены. Аналогично нарезают специальные резьбы. В обоих случаях резьбу на требуемый шаг настраивают подбором сменных зубчатых колес гитары.
Коробка подач станка состоит из основной и множительной передач. Первая дает возможность получать основной ряд стандартных резьб. Множительная передача предназначена для увеличения (в 4 раза) числа нарезаемых на станке стандартных резьб.
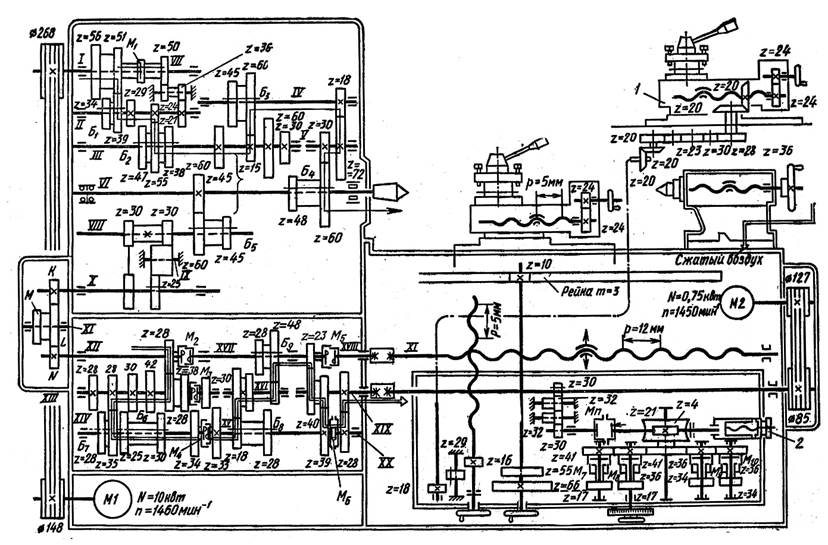
Рис. 3.8. Кинематическая схема станка 16К20:
1 – верхние салазки суппорта с механической подачей, 2 – гайка регулирования усилия подачи
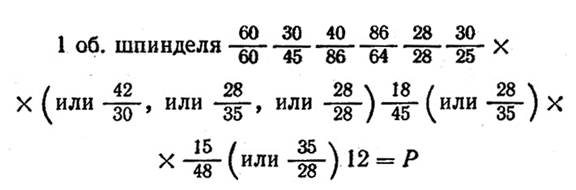
Нарезание резьб. Уравнения кинематических цепей от шпинделя к ходовому винту при нарезании резьбы составляют из условия, чтобы за один оборот шпинделя суппорт с резцом переместился вдоль оси заготовки на шаг Р нарезаемой резьбы (при однозаходной резьбе).
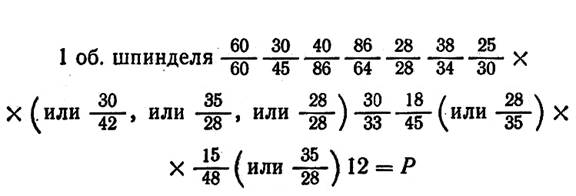
Для нарезания метрической резьбы со стандартным шагом Р (в этом случае передача к коробке подач осуществляется непосредственно от шпинделя, минуя звено увеличения шага) уравнение кинематической цепи от шпинделя к ходовому винту имеет следующий вид:
Для нарезания дюймовой резьбы с шагом Р (для дюймовой резьбы Р = 25,4/k мм, где k — число ниток на 1 ") уравнение кинематической цепи имеет вид:
Уравнение кинематической цепи от шпинделя к ходовому винту для нарезания резьбы повышенной точности с шагом Р имеет вид:

Резьбу с большим шагом нарезают, используя звено увеличения шага, т. е. передача движения от шпинделя в этом случае осуществляется не через зубчатые колеса 60/60, а через звено увеличения шага в коробке скоростей.
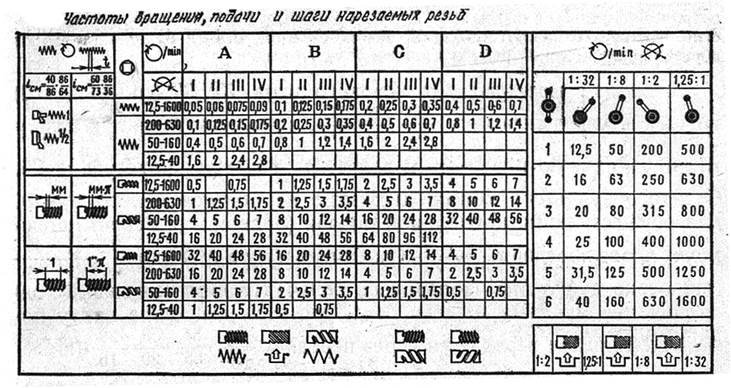
На шпиндельной бабке станка помещена таблица частот вращения шпинделя, подач и шагов нарезаемых резьб (табл. 3.2). Устанавливая рукоятки 7 и 8 (см. рис. 3.1) в соответствующие положения, получают различные частоты вращения шпинделя. В табл. 3.2 указаны, какие подачи и шаги резьб целесообразно выполнять при соответствующих частотах вращения шпинделя.
Рукоятка 2 служит для установки подачи и шага резьбы и отключения механизма коробки подач при нарезании резьб повышенной точности. Она может занимать четыре фиксированных положения, обозначенных буквами А, В, С и D (см. табл. 3.2), и два промежуточных, обозначенных стрелками, при повороте в вертикальной плоскости. Четыре фиксированных положения I, //, /// и IV может занимать рукоятка 4,служащая также для установки подачи и шага резьбы. Комбинируя положения рукояток 2 и 4, можно получить все значения подач и шагов резьбы, которые приведены в табл. 3.2.
Табл. 3.2.
 Табличные значения подач могут быть получены только при установке сменных зубчатых колес
Табличные значения подач могут быть получены только при установке сменных зубчатых колес
 |
Установкой на станке сменных зубчатых колес создается
возможность нарезания метрических и дюймовых резьб с шагами, равными удвоенным значениям, указанным в табл. 3.2. Эти же сменные зубчатые колеса используют для получения удвоенных величин подач по сравнению с табличными значениями.
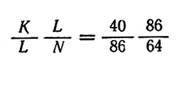
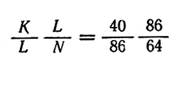
 При дополнительных сменных колесах и сменных колесах основного набора на станке, используя механизм коробки подач, можно нарезать резьбы, шаги которых приведены в другой таблице, помещенной, на внутренней стенке дверцы кожуха сменных зубчатых колес. Сменные зубчатые колеса для нарезания через механизм коробки подач для нарезания не приведенных в таблицах метрических и дюймовых резьб подбирают по формуле
При дополнительных сменных колесах и сменных колесах основного набора на станке, используя механизм коробки подач, можно нарезать резьбы, шаги которых приведены в другой таблице, помещенной, на внутренней стенке дверцы кожуха сменных зубчатых колес. Сменные зубчатые колеса для нарезания через механизм коробки подач для нарезания не приведенных в таблицах метрических и дюймовых резьб подбирают по формуле
 |
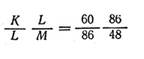
Пример. Подобрать сменные зубчатые колеса длянарезания нетабличной метрической резьбы с шагом Р = 18 мм.
По табл. 3.2 в ряду метрических резьб находим значение шага резьбы, ближайшее к нарезаемому. Такими значениями являются Р = 16 мм и Р = 20 мм. Принимаем, например, Р = 20 мм; тогда

Найденные сменные зубчатые колеса устанавливают в гитару сменных колес, рукоятки 4 и 2 соответственно в положения 11 и А, т. е. для нарезания
метрической резьбы с шагом Р = 20 мм, а рукоятку 8 в положение, соответствующее частоте вращения шпинделя. Таким образом, станок будет настроен на нарезание метрической резьбы с шагом Р = 18 мм.

 Механизм фартука. От ходового вала XXII (см. рис. 3.8) вращение через передачу предохранительную муфту Мп и червячную пару 4/21 передается зубчатому колесу z = 36. От этого зубчатого колеса движение на реечное колесо z = 10 для осуществления продольной подачи (правой или левой) происходит через передачи 36/41 17/66 (включена муфта М8) или 36/41 41/41 17/66 (включена муфта М7). Поперечная подача (правый или левый ход) включается муфтами М9 или М10, При этом движение винту поперечной подачи передается через передачу 36/36 36/36 34/55 55/29 29/16 (включена муфта М9) или (включена муфта М10).
Механизм фартука. От ходового вала XXII (см. рис. 3.8) вращение через передачу предохранительную муфту Мп и червячную пару 4/21 передается зубчатому колесу z = 36. От этого зубчатого колеса движение на реечное колесо z = 10 для осуществления продольной подачи (правой или левой) происходит через передачи 36/41 17/66 (включена муфта М8) или 36/41 41/41 17/66 (включена муфта М7). Поперечная подача (правый или левый ход) включается муфтами М9 или М10, При этом движение винту поперечной подачи передается через передачу 36/36 36/36 34/55 55/29 29/16 (включена муфта М9) или (включена муфта М10).
Наличие в коробке подач муфты обгона М6 позволяет сообщать суппорту ускоренное движение от вспомогательного электродвигателя без выключения рабочей подачи.
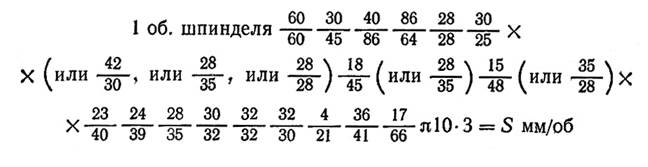
Кинематическая цепь подачи, связывающая шпиндель с ходовым валом, должна обеспечивать за один оборот шпинделя перемещение суппорта на величину подачи S. Следовательно, уравнение кинематического баланса для этой цепи имеет вид:

iпостiревi гит iк.п.i ф— передаточное отношение соответственно постоянной передачи, реверсивного механизма, гитары сменных колес, коробки подач и механизма фартука; zр — число зубьев реечного колеса; т — модуль реечного колеса.
Общее уравнение кинематической цепи прямых продольных подач при положении блока зубчатых колес Б5 следующее:
Быстрые перемещения суппорта осуществляются от отдельного электродвигателя (N = 1 кВт; п = 1360 мин-1), расположенного с правой части станины станка.
Дата добавления: 2015-09-05; просмотров: 111 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Т0КАРН0-ВИНТ0РЕЗНЫЙ СТАНОК 16K20 | | | НАЛАДКА СТАНКОВ НА РАЗЛИЧНЫЕ ОПЕРАЦИИ |