Читайте также:
|
Раскрой – это поиск наиболее эффективного размещения заготовок (или плоских деталей) в листе (полосе, ленте), относительно друг друга и кромок листового проката.
Показателем эффективности (экономичности) раскроя служит коэф. Использования металла (КИМ) Ки – который представляет отношение массы детали к норме расхода металла на ее изготовление, а так же коэффициент раскроя Кра, который равен коэф. Массы деталей полученных из одной заготовки (листа, полосы, ленты) к массе исходной заготовки (листа, полосы, ленты).
Если считать, что толщина заготовки при листовой штамповке, остается неизменной, что КИМ можно представить как отношение площади всех деталей штампуемых из листа n*f к площади листа B*L, из которого они получаются вырубкой т.е. Ки=(n*f)/(B*L), где n – кол-во деталей (заготовок) из листа F- площадь деталей B и L – ширина и длина.
Площадь детали f имеющей отв. равна разности площадей её контура fk и суммарной площади всех отверстий fотв т.е. 
Исходя из условия постоянства толщин материала детали и заготовки (листа), коэф. раскроя Кра можно представить как отношение площади, ограниченной внешним контуром детали fк (без площади отв. при их наличии), к площади листа, т.е. 
Если деталь не имеет отверстий (fотв = 0) то f=fк и Ки=Кра
Т.о. коэф. раскроя зависит от формы внешнего контура детали и взаимного расположения, а коэффициент использования металла, кроме указанных факторов зависит еще и от наличия в деталей отв.
КИМ – главный показатель, определяющий как эффективность использования металла так и технологичность конструкции штампуемой детали. Чем выше КИМ, тем выше эффективность раскрой и тем технологичнее штампуемая деталь.
Существует 3 типа раскроя листового проката: 1) с отходами 2) малоотходное 3) безотходное.
При раскрое с отходами деталь получают вырубкой по замкнутому контуру. При этом между деталями, так же между деталями и кромкой полосы или листа оставляют перемычки. Раскрой с перемычками по всему контуру применяют для штамповки деталей, имеющих преимущественно криволинейные очертания и повышенную точность размеров.
Малоотходных раскрой хар-ся отсутствием боковых перемычек, при этом ширина полосы равна ширине штампуемой детали. КИМ при малоотходном раскрое выше чем при штамповке с отходами.
Безотходный раскрой применяют при штамповки деталей, контур которых сопрягается друг с другом. При безотходном раскрое перемычки отсутствуют, поэтому КИМ примерно =1 
 Различаю 6 основных видов раскроя деталей в полосе:
Различаю 6 основных видов раскроя деталей в полосе:
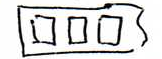
Прямоугольный – при штамповке деталей простой геометрической формы.
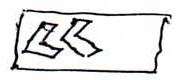
Наклонный – при штамповке деталей Г-образной или другой схожей формы.

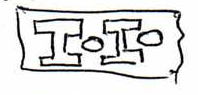
Встречный – при штамповке деталей Т- и Ш-образной формы.
Комбинированный – при штамповке деталей разной формы, но одинаковой толщины из одного и того же материала.

Многорядный – при штамповке деталей небольших размеров в крупносерийном и массовом производстве.
 С вырезкой перемычек – при штамповке мелких и весьма узких деталей (стрелки часов).
С вырезкой перемычек – при штамповке мелких и весьма узких деталей (стрелки часов).
С целью сокращения времени для определения наиболее рационального раскроя в последнее время широко применяются ЭВМ.
Дата добавления: 2015-08-17; просмотров: 162 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Классификация операций листовой штамповки | | | Резка листового металла на ножницах. Характеристика процесса резки |