Читайте также:
|
Резку листового металла осуществляют на ножницах, которые по характеру движения рабочих органов, делят на 2-е группы:
- ножницы с возвратно-поступательным движением ножей;
- ножницы с вращательным движением ножей.
К ножницам для резки листовых материалов с возвратно-поступательным движением ножей относятся ножницы:
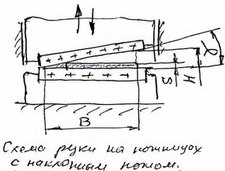
- с наклонным ножом (для уменьшения усилия отрезки);
- с параллельными ножами (для отрезки узких полос и тонколистового материала);
- высечные.
Ножницы с вращательным движением ножей могут быть с одной или несколькими парами ножей. В зависимости от формы рабочих кромок и их взаимного расположения на дисковых ножницах можно отрезать полосы с прямолинейными кромками неограниченной длины, а также вырезать круги и различные контуры по разметке или шаблону. Многодисковые ножницы применяются для продольной резки листового (рулонного) материала на полосы.
При резке листового металла рабочие органы – ножи внедряются в металл, пластически деформируют его до полного отделения одной части от другой. При этом ножи устанавливаются с некоторым зазором Z. При отрезке возникает изгибающий момент М, равный произведению приложенной к нему силы Р, на плечо L, несколько большие зазоры между ножами Z. M=a*P*L,
 где а>1, L>Z.
где а>1, L>Z.
Момент М вызывает поворот отрезаемой заготовки, что вызывает появление расширяющих усилий N на боковых поверхностях ножей. Для устранения поворота листа в процессе отрезки в конструкции ножниц предусматривается прижимное устройство с силой прижима Q.
Величина расширяющих усилий (реакций) N составляет:
- при отрезке без прижима листа N=(0,18…..0,35)*P;
- при отрезке с прижимом листа N=(0,1…..0,2)*P;
Под действием распорных усилий N зазор между ножами Z увеличивается, а это приводит к ухудшению качества поверхности среза, снижению точности размеров отрезаемой полосы.
Процесс отделения одной части металла от другой можно разделить на 3-и стадии:
В начале 1-ой стадии пластическая деформация сосредоточена у рабочих кромок ножей, по мере смыкания которых очаги пластической деформации увеличиваются и в конце концов смыкаются (схема а).

2-я стадия начинается при необратимом смещении одной части листа относительно другой (схема б), при этом образуется гладкая блестящая поверхность, сглаженная силами трения F=µN вдоль боковой поверхности листа.
По мере смыкания ножей степень деформации увеличивается и когда ресурс пластичности исчерпан, начинается 3-я стадия – появление трещин скалывания и разрушение металла. Эта стадия завершается отделением одной части листа от другой (схема в). Скалывание начинается при определённом внедрении ножа в металл глубиной h=(0,2…..0,6)*S, при этом, чем мягче металл, тем больше величина h.
 Трещины скалывания направлены под определённым углом Ѳ(тао) к плоскости листа, значение которого зависит от физико-механических свойств металла. Угол Ѳ=4…..6°.
Трещины скалывания направлены под определённым углом Ѳ(тао) к плоскости листа, значение которого зависит от физико-механических свойств металла. Угол Ѳ=4…..6°.
Усилие резки определяется как произведение площади среза на сопротивление материала срезу. 
где  - угол наклона ножа (
- угол наклона ножа ( ).
).



(чем толще металл, тем больше)
Работа деформирования при резке на ножницах с наклонным ножом определяется по формуле:
 где Р – усилие резания в кН; Н – рабочий ход в мм.
где Р – усилие резания в кН; Н – рабочий ход в мм.
Так как  , то формулу работы деформации можно записать в виде:
, то формулу работы деформации можно записать в виде: 
Усилие резки для ножниц с параллельными ножами определяется по формуле:  ,
,
где S – толщина листа; B – ширина листа.
Работа деформации: 


С учётом притупления режущих кромок ножей усилие ножниц принимают: 
где К – коэффициент, учитывающий притупление ножей К=(1,1…..1,3); λ – коэффициент учитывающий заполнения кривой.  – чем толще металл, тем λ меньше.
– чем толще металл, тем λ меньше.
Дисковые ножницы (одно- и многодисковые).
Дата добавления: 2015-08-17; просмотров: 354 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Раскрой листового материала, значение его для экономии материала. КИМ. | | | Стадии деформирования металла при вырубке и пробивке в штампах |