Читайте также:
|
Усилие вырубки-пробивки зависит от сопротивления срезу Gср, материала заготовки, толщины материала S, длины (периметра) отделяемого контура L, формы и состояния рабочих кромок пуансона и матрицы и зазора между ними Z, скорости деформирования, глубины внедрения пуансона в металл в момент появления трещин скалывания и определяется по формуле:  1
1
где k-коэффициент, учитывающий притупление рабочих кромок пуансона и матрицы, k=1.1…1.3; F - площадь боковой поверхности отделяемой части металла, F=L*S.
Из формулы видно, что Р будет максимальным в начале процесса вырубки и пробивки, когда F или S имеют максимальное значение.
При вырубке с малым зазором деталь остается в матрице, а отход (лист) плотно охватывает пуансон. В связи с этим при рабочем ходе пуансона необходимо преодолевать не только технологическое усилие вырубки-пробивки Р, но и сопротивление сил трения Fм, возникающих при перемещении детали относительно матрицы, и сопротивление сил трения Fп на контактной поверхности пуансона и отхода (листа) металла. В этом случае усилие пресса равно: 
При обратном ходе пуансон преодолевает только сопротивление сил трения съему отхода с пуансона Fп. Сумму сил Fм+Fп называют усилием проталкивания, т.е.  а силу Fп – усилием съема
а силу Fп – усилием съема  где Ксн, Кпр – коэффициенты (относительные усилия) проталкивания и снятия.
где Ксн, Кпр – коэффициенты (относительные усилия) проталкивания и снятия.
В зависимости от толщины металла S, числа одновременно штампуемых деталей, и типа штампа (простого или последовательного действия) Ксн=0.02…0.20; Кпр=0.05…0.14. При этом чем толще металл, тем больше относительное усилие съема и проталкивания, т.е. тем больше Ксн и Кпр.
Для уменьшения усилия вырубки и пробивки применяют различные способы:
-вырубку контура по частям;
-вырубку-пробивку пуансонами разной длины со ступенчатым расположением рабочих кромок;
-вырубку-пробивку с помощью пуансонов и матриц с наклонными (скошенными) кромками, при этом процесс вырубки-пробивки происходит постепенно (как при отрезке на ножницах с наклонным ножом). В результате усилие вырубки-пробивки можно уменьшить на 30-40%.
При этом скосы (углы наклона) рабочих кромок инструмента делают симметричными относительно оси инструмента для уравновешивания горизонтальных проекций усилий вырубки и пробивки. Применение скосов вызывает изгиб той части металла, которая соприкасается с инструментом, имеющим наклонные рабочие кромки. Поэтому при вырубке скосы делаются на матрице; при пробивке – на пуансоне.
Дата добавления: 2015-08-17; просмотров: 107 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
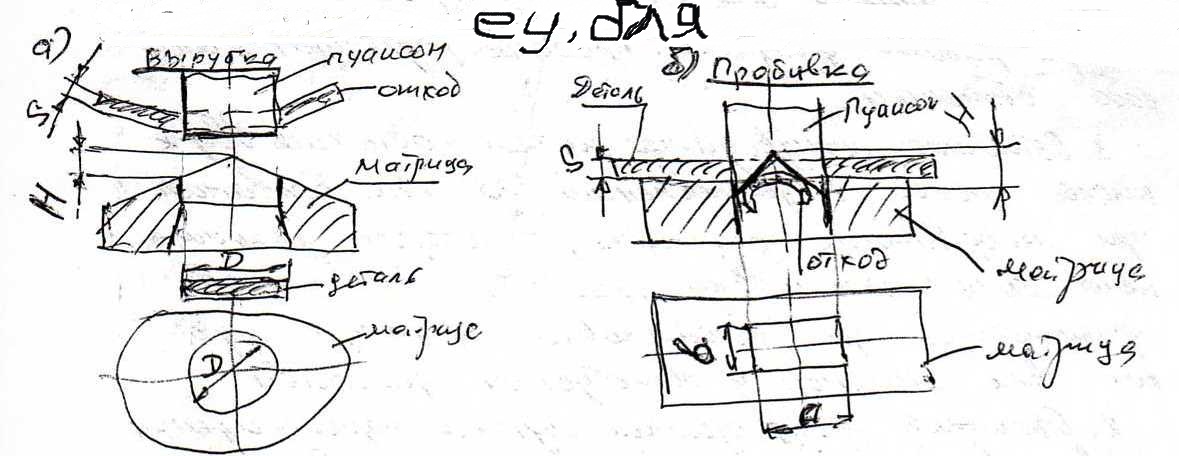
| Стадии деформирования металла при вырубке и пробивке в штампах | | | Схема вырубки (а) и пробивки (б) матрицей и пуансоном со скошенными (наклонными) кромками. |