Читайте также:
|
ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ № 11
| Ухтинский государственный технический университет | |
| Дисциплина: Междисциплинарный экзамен | Курс: V, VI |
| Специальность: МЛК | Форма обучения: очная, заочная |
| ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ № 11 | |
| 1. Припои для напайки пластинок твердого сплава. Наплавка на режущие элементы инструментов износостойких материалов. 2. Раскрой хлыста на части. Факторы влияющие на выбор длины бревна при раскряжевке. 3. Использование электромагнитной муфты скольжения. Схема муфты. 4. Проектирование сварных деталей. 5. Виды заготовок. Припуски на обработку деталей машин. | |
| Экзаменатор ГЭК " 2 " марта 2012 г. | Зав. кафедрой__________ Н.Р. Шоль Протокол № 2 от 20.02.2012 г. |
Билет 11 Вопрос 1. Припои для напайки пластинок твердого сплава. Наплавка на режущие элементы инструментов износостойких материалов.
Припои для напайки пластинок твердого сплава.
 Напайка пластинок из твердого сплава (рис. 28, б) к зубьям пил, строгальным ножам, резцам фрез и сверл позволяет повысить износостойкость последних в десятки раз по сравнению с инструментом из углеродистых и легированных сталей. Технологический процесс изготовления твердосплавного инструмента включает следующие операции: подготовку гнезд корпуса инструмента; подготовку пластинок из твердого сплава; установку, базирование, паяние, очистку мест пайки, контроль качества пайки, боковую шлифовку зубьев; заточку и доводку зубьев, и окончательный контроль. При подготовке к пайке должно быть обращено особое внимание на точность выполнения гнезд, чистоту поверхности под пайку, которая должна быть не ниже 4—5-го класса по ГОСТ 2789 — 59 и тщательное обезжиривание спаиваемых поверхностей. Пайка происходит в поле токов высокой частоты или электроконтактным нагревом тугоплавкими припоями: серебряными ПСР-40 и латунными Л-62, температура плавления 605 и 905° С. Состав флюса: для латунных припоев — 50% обезвоженной буры и 50% борной кислоты, для серебряных припоев — 40% фтористого калия (обезвоженного), 60% борной кислоты или 35% фтористого калия, 25% борного ангидрида, 40% фтороборного калия. Контроль качества пайки осуществляется визуально и путем испытания паяного шва на срез на машине Р-5 или на повышенных оборотах.
Напайка пластинок из твердого сплава (рис. 28, б) к зубьям пил, строгальным ножам, резцам фрез и сверл позволяет повысить износостойкость последних в десятки раз по сравнению с инструментом из углеродистых и легированных сталей. Технологический процесс изготовления твердосплавного инструмента включает следующие операции: подготовку гнезд корпуса инструмента; подготовку пластинок из твердого сплава; установку, базирование, паяние, очистку мест пайки, контроль качества пайки, боковую шлифовку зубьев; заточку и доводку зубьев, и окончательный контроль. При подготовке к пайке должно быть обращено особое внимание на точность выполнения гнезд, чистоту поверхности под пайку, которая должна быть не ниже 4—5-го класса по ГОСТ 2789 — 59 и тщательное обезжиривание спаиваемых поверхностей. Пайка происходит в поле токов высокой частоты или электроконтактным нагревом тугоплавкими припоями: серебряными ПСР-40 и латунными Л-62, температура плавления 605 и 905° С. Состав флюса: для латунных припоев — 50% обезвоженной буры и 50% борной кислоты, для серебряных припоев — 40% фтористого калия (обезвоженного), 60% борной кислоты или 35% фтористого калия, 25% борного ангидрида, 40% фтороборного калия. Контроль качества пайки осуществляется визуально и путем испытания паяного шва на срез на машине Р-5 или на повышенных оборотах.
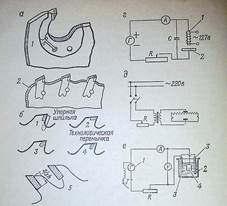
Обозначения Рис. 28
а - механическое крепление износостойких резцов: 1— круглых, 2 — прямых; б — напайка пластинок из твердого сплава: 1— в открытый паз по передней грани; 2 — в открытый паз по задней грани; 3— в закрытый паз; 4 — в закрытый паз по передней грани; 5— в открытый паз по передней грани без упорной шпильки; в — схема установки для напайки пластинок твердого сплава к корпусу зуба пилы; г — схема электроискрового способа упрочнения: 1 — вибратор; 2 — инструмент; д — схема электро- контактной закалки зубьев; г — схема электролитического полирования: 1 — генератор; 2 — ванна с электролитом; 3 — катоды; 4 — инструмент (анод)
Приведенные на рис. 28, б способы крепления пластинок к корпусу представляют собой подготовительные операции перед процессом пайки. В связи с механизацией процесса и применением токов высокой и нормальной частоты для нагрева места спайки приведенные методы оказались малопригодными и были заменены. Многочисленными исследователями доказано, что оптимальным местом расположения пластинки является передняя грань корпуса зуба пилы (рис. 28,б,5). Припой рекомендуется размещать не в зазоре между корпусом зуба и пластинкой, как это было раньше, а рядом с зазором в виде скобки, огибающей образец.
Дата добавления: 2015-08-17; просмотров: 69 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Примечания к заданию | | | Наплавка на режущие элементы инструментов износоустойчивых материалов |