|
Читайте также: |
Заготовками для изготовления деталей машин могут служить:
1.отливки чугунные, стальные, из цветных металлов, из пластмасс;
2.поковки и штамповки;
3.прокат стали (горячекатаной и холоднотянутой) и цветных
4.металлов.
Выбор вида заготовок зависит от конструктивных форм деталей, их назначения, условий их работы в собранной машине, испытываемых напряжений и т. д.
Фасонные детали, не подвергающиеся ударным нагрузкам, действию растяжения и изгиба, изготовляются обычно из чугунных отливок; для фасонных деталей машин, работающих и тяжелых условиях и испытывающих большие напряжения, вместо чугунных отливок применяются стальные. Из чугуна отливают станины, рамы, плиты, коробки, картеры, корпуса подшипников, шкивы, маховики и т. п.; из более мелких деталей — фланцы, втулки, кронштейны, зубчатые колеса и т. п.; крупные детали из стали обычно не отливают ввиду затруднительности получения таких отливок.
Заготовки в виде поковок, изготовляемых ковкой, и штамповок изготовляемых в штампах, применяются для деталей, работающих преимущественно на изгиб, растяжение, кручение и имеющих в разных своих частях значительную разницу в поперечных сечениях При изготовлении поковок стремятся получить конфигурацию заготовки. приближающуюся к упрощенному очертанию детали.
Для правильного решения в отдельных случаях необходимо проанализировать. что выгоднее: дать упрощенную конфигурацию заготовки и снимать излишек материала при обработке на станках или дать более точную поковку, по конфигурации и размерам приближающуюся к готовой детали, и благодаря этому снимать меньше металла на станках.
Заготовки в виде поковок (полученные свободной ковкой) применяются преимущественно для крупных деталей, а в единичном и мелкосерийном производстве — и для мелких деталей.
Заготовка в виде штамповки получается ковкой в штампах- последняя имеет значительные преимущества перед свободной ковкой. штампованной заготовке структура металла более однородна, благодаря чему деталь будет более прочной. Штамповкой получаются размеры, наиболее близкие к окончательным; в некоторых производствах штампованные заготовки используются без дальнейшей механической обработки или с очень незначительной обработкой. При изготовлении штамповок лучше используется металл и уменьшается расход его. Процесс изготовления штамповок по сравнению с ковкой значительно быстрее и требует менее квалифицированной рабочей силы. Себестоимость штампованных заготовок меньше, чем кованых.

Рис. 37. Заготовка чугунной втулки в виде Отливки
Заготовки могут применяться в виде штамповок только в том случае, если по производственной программе требуется значительное количество их, т. е. в крупносерийном и массовом производстве, так как для изготовления таких заготовок необходимы дорогостоящие штампы, себестоимость которых и этом случае раскладывается на большое количество заготовок.
Заготовки из проката (круглого, квадратного, шестигранного) применяются для детален, по конфигурации приближающихся к какому либо виду данного проката, когда нет значительной разницы в поперечных сечениях детали и когда можно при получении окончательной ее формы избежать снятия большого количества металла. Изготовляемые из проката детали, за исключением валов, имеют сравнительно небольшие размеры.
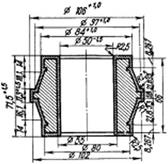 Рис. 38. Заготовка внутреннего кольца подшипника а виде штамповки
Рис. 38. Заготовка внутреннего кольца подшипника а виде штамповки
|  Рис. 39. Заготовка винта из проката
Рис. 39. Заготовка винта из проката
|
Правильное решение вопроса о выборе заготовок, если с точки зрения технических требований и возможностей применимы различные их виды, можно получить только в результате технико-экономических расчетов путем сопоставления вариантов себестоимости готовой детали при том или другом виде заготовки.
На рис. 37, 38 и 39 изображены заготовки в виде отливки, штамповки и из проката с указанием припусков.
2. Припуски на обработку деталей машин
Техннико-экономическое значение припусков
Всякая заготовка, предназначенная для дальнейшей механической обработки, изготовляется с припуском на размеры готовой летали. Этот припуск, представляющий собой излишек материала, необходимый для получения окончательных размеров и заданного класса шероховатости поверхностей деталей, снимается на станках режущими инструментами. Поверхности детали, не подвергающиеся обработке, припусков не имеют.
Разность размеров заготовок и окончательно обработанной детали определяет величину припуска, т.е. слоя, который должен быть снят при механической обработке.
Припуски разделяют на общие и межоперационные. Под общим понимают припуск, снимаемый в течение всего процесса обработки данной поверхности— от размера заготовки до окончательного размера готовой детали. Межоперационным называют припуск, который удаляют при выполнении отдельной операции. Величина припуска обычно дается «на сторону», т. е. указывается толщина слоя, снимаемого на данной поверхности. Иногда для цилиндрических деталей припуск дается «на диаметр», т. е. указывают двойную толщину снимаемого слоя, что должно быть оговорено.
Припуски могут быть симметричные и асимметричные, т. е. расположенные по отношению к оси заготовки симметрично и асимметрично. Симметричные припуски могут быть у наружных и внутренних поверхностей тел вращения; они могут быть также у противолежащих плоских поверхностей, обрабатываемых параллельно, одновременно. Однако как в первом, так и но втором случае возможно и асимметричное расположение припусков.
Припуск должен иметь размеры, обеспечивающие выполнение необходимой для данной детали механической обработки при удовлетворении установленных требований к шероховатости и качеству поверхности металла и точности размеров деталей при наименьшем расходе материала и наименьшей себестоимости детали. Такой припуск является оптимальным. Установление оптимальных припусков на обработку является весьма важным технико-экономическим вопросом.
Чрезмерные припуски вызывают излишние затраты на изготовление детали и тем самым увеличивают ее себестоимость, слагающуюся из трех основных элементов: затрат на материал, основной заработной платы производственных рабочих и накладных расходов.
При увеличении припуска на обработку вес (масса) заготовки возрастает; материала требуется больше и, значит, себестоимость заготовки и готовой детали повышается.
Снятие излишних припусков увеличивает трудоемкость обработки, следовательно, возрастает и основная заработная плата производственных рабочих за обработку одной детали с увеличенными припусками. Поэтому целесообразно назначать припуск, который можно удалить за один проход. На станках средней мощности за один проход можно снимать припуск до б мм на сторону.
Накладные расходы, входящие в себестоимость детали и принятые в процентах от основной заработной платы производственных рабочих, с увеличением заработной платы также увеличиваются.
В число накладных расходов наряду с другими входят затраты, связанные с эксплуатацией станка при обработке детали, например затраты на ремонт, инструмент, электроэнергию, транспорт, амортизационные отчисления, а также дополнительная заработная плата, начисления и др.
При излишних припусках вес заготовок и снимаемой стружки увеличивается, станки для снятия лишнего количества материала должны работать с большим напряжением, вследствие чего увеличивается их износ и затраты на ремонт.
Излишние припуски вызывают повышение затрат на режущий инструмент, так как излишний материал снимается в несколько проходов вследствие чего увеличивается основное (технологическое) время, т.е. время работы инструмента, и, значит, увеличивается его расход.
При излишних припусках часто приходится увеличивать глубину резания (чтобы уменьшить число проходов), а это требует повышения мощности станка и в результате — увеличения расхода электроэнергии.
Как видно, излишние припуски вызывают повышение всех трех основных элементов себестоимости детали.
С другой стороны, слишком малые припуски не дают возможности выполнить необходимую механическую обработку с желаемой точностью и чистотой, в результате чего получается брак, что также удорожает изделие.
Таким образом, необходимо стремиться к назначению оптимальных припусков, обеспечивающих выполнение механической обработки с удовлетворением требований к точности и чистоте обрабатываемых поверхностей при наименьшей себестоимости детали; при оптимальных припусках уменьшаются расход металла, затраты времени на обработку и увеличивается производительность оборудования.
В современном серийном и массовом производстве существует определенное и вполне рациональное стремление к максимальному уменьшению припусков на обработку и получению заготовок, требующих возможно меньшей механической обработки и вовсе не требующих ее.
Устанавливая размеры припусков на обработку, необходимо указать допускаемые отклонения от них, т. с. допуски на размеры заготовки, так как получить заготовку точно установленных размеров не представляется возможным. Допускаемые отклонения припусков должны лежать в ограниченных пределах, так как при большой разнице в размерах заготовок создаются большие затруднения в производстве - приходится часто перенастраивать станки на размеры заготовок, понижается точность работы в приспособлениях, ограничивается их применение и т. п.
Факторы, влияющие на величину припусков
Величины припусков на обработку и допуски на размеры заготовок зависят от ряда факторов, степень влияния которых различна; к числу основных факторов относятся следующие:
a) материал заготовки;
b) конфигурация и размеры заготовки;
c) вид заготовки и способ ее изготовления;
d) требования в отношении механической обработки;
e) технические условия в отношении качества и класса шероховатости поверхности и точности размеров детали.
Дата добавления: 2015-08-17; просмотров: 349 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Билет 11 Вопрос №4 Проектирование сварных деталей | | | Билет 12 Вопрос №1 Электроконтактная закалка зубьев пил |