Читайте также:
|
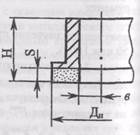
Предварительное шлифование алмазными кольцевыми кругами выполняют на станках, работающих по схеме принудительного формообразования в полуавтоматическом цикле. К их числу относится гамма станков типа "Алмаз" и типа АШС. Настройка таких станков заключается в установке и фиксации положения шпинделя несущего кольцевой алмазный инструмент, под заданным углом по отношению к оси изделия
(см. рис. 6).
Характеристики алмазных кругов для обработки конкретной поверхности рассчитывают по следующим исходным данным: диаметр Д заготовки, радиус R и стрелка Я прогиба обрабатываемой поверхности, коэффициент.Кг относительной твердости стекла по сошлифовыванию. Последовательно решают две задачи:
1. Определяют зернистость 4ш алмаза и его концентрацию /Сза в инструменте. Зернистость зависит от относительной кривизны обрабатываемой поверхности H/R. При H/R > 0,7 находят средний (е?зас) размер зерна основной фракции алмазного порошка:
где Дз - в миллиметрах.
По ГОСТ 9206-80Е берут ближайшую нормализованную зернистость. В зависимости от размера Д, это могут быть зернистости: 125/100, 100/80, 80/63, 63/50.
Если H/R < 0,7, то независимо от размера заготовки (блока) и марки стекла, учитываемой коэффициентом Кп назначают зернистость алмаза (dM = 63/50).
I. Находят расчетную величину концентрации К^ алмаза в инструменте 
слученное значение приводят к ближайшему нормализованному, т.е. 25; 50 или 100%.
3. Рассчитывают радиус /^"""поверхности заготовки, который дол-быть получен после предварительного шлифования кольцевым инст--нтом. От радиуса R поверхности готовой детали он будет отличаться олщину слоя Р"ш стекла, нарушенного инструментом с алмазом зернистости
' "а -  наибольший размер зерна основной фракции алмазного порошке, числитель в обозначении зернистости мкм); "±" - знаки, относя-к выпуклой (+) и вогнутой (-) обрабатываемым поверхностям.
наибольший размер зерна основной фракции алмазного порошке, числитель в обозначении зернистости мкм); "±" - знаки, относя-к выпуклой (+) и вогнутой (-) обрабатываемым поверхностям.
4. По известному диаметру Д, и радиусу Л3ПШ находят расчетное значение угла а наклона шпинделя инструмента по отношению к оси изделия, а по нему и расчетный диаметр Д„„ инструмента, т.е.
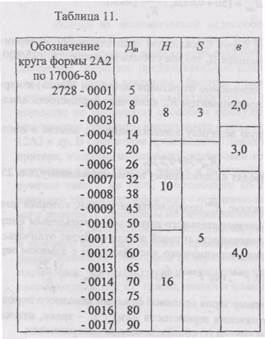
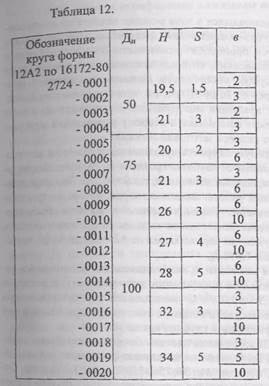
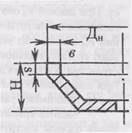
Из набора нормализованных  кругов 2А2 (табл.11), 12А2 (табл. 12) \ и др. выбирают размер, ближайший к расчетному, учитывая при этом, что для обработки выпуклых и плоских поверхностей Д„р является внутренним диаметром инструмента, а его наружный диаметр, по которому необходимо определять нормализованный размер, будет Д„р + 2е, где в - ширина рабочей кромки. Для обработки вогнутых поверхностей Дир соответствует его наружному диаметру, по которому и выбирают Д„р.
кругов 2А2 (табл.11), 12А2 (табл. 12) \ и др. выбирают размер, ближайший к расчетному, учитывая при этом, что для обработки выпуклых и плоских поверхностей Д„р является внутренним диаметром инструмента, а его наружный диаметр, по которому необходимо определять нормализованный размер, будет Д„р + 2е, где в - ширина рабочей кромки. Для обработки вогнутых поверхностей Дир соответствует его наружному диаметру, по которому и выбирают Д„р.
Выбрав нормализованный размер инструмента, уточняют угол, вводя в расчет средний диаметр  инструмента Д.™
инструмента Д.™
Основные типы алмазных кругов приведены в таблицах 11 и 12.
Так как радиусы R] я R2 могут быть разными по величине и знаку (выпуклые, вогнутые), то неодинаковыми (при одном и том же диаметре инструмента) будут и значения угла а. Правильность настройки контролируют по симметрии и равномерности следа, который оставляет рабочая кромка инструмента на поверхности контрольной заготовки (блока) с радиусом Л,1™.
Параметры, характеризующие режим работы станка, назначают, сходя из условий обеспечения максимальной интенсивности процесса и минимальной шероховатости шлифованной поверхности:
Скорость К„ инструмента определяет частоту воздействия зерен
ммаза на обрабатываемый материал, С ее увеличением интенсивность
цесса, которую характеризуют размером подачи 5, возрастает, а шеро-
ватость поверхности и глубина распространения трещиноватого слоя,
ответственно снижению глубины врезания зерен алмаза в материал за-
товки за один оборот инструмента, становится меньше. Оптимальная
корость Уи - 20-25 м/с. Дальнейшее повышение У„ не позволяет увеличивать подачу S, т.к. выделяющаяся в зоне резания теплота не компенсн- I руется ее отводом смазочно-охлаждающей жидкостью. Рабочая кромка инструмента разогревается, происходит размягчение компонентов связки с низкой температурой плавления, которые замазывают режущие грани зерен и снижают их режущую способность. Диапазон практически применяемых скоростей шире - от 10 до 30 м/с, т.к. при ограниченном диапа-I зоне изменения частоты вращения инструмента, его диаметр на станке каждого типоразмера может изменяться в сторону уменьшения или увеличения в зависимости от размера заготовки (блока).
Подача S характеризует скорость врезания инструмента в заготовку. При данной К„ она зависит от глубины врезания /гвр за один оборот заготовки и от частоты ид вращения последней, т.е S = /1вр'«д. При определении /гвр исходят из условий работы алмазного зерна, которые ограничивают ее максимальное значение. Таким, в частности, является объем пространства, в котором должны разместиться частицы разрушенного стекла. При шлифовании инструментом зернистостей от 125/100 до 60/63 значение й„р принимают равным 0,095<^за-
Частота вращения заготовки пл необходимая для оптимальных условий работы инструмента при шлифовании заготовок разных размеров лежит в диапазоне нд=3,5 - 10,0 с"1. С уменьшением зернистости алмаза частоту вращения заготовки увеличивают, с тем, чтобы при одной и той же подаче можно было уменьшить глубину врезания.
Предварительное шлифование плоских блоков и единичных крупногабаритных заготовок выполняют на плоскошлифовальных металлообрабатывающих станках, в частности: ЗБ-756, ЗД-756, МШ-155 и др. Отличительная особенность этих станков заключается в том, что они имеют широкий диапазон осевой подачи инструмента (от 0,015 до 0,6 мм/мин) и размеров обрабатываемых изделий (до 600 - 800 мм). Наличие магнитного стола упрощает фиксацию блоков и единичных заготовок.
В качестве инструмента используют сегментные круги формы 12А2 и 2F2. Зернистости алмазного порошка от 125/100 до 60/63 в зависимости от размера обрабатываемой поверхности. Диаметр инструмента Ди определяется из соотношения:
Д^О^Да,, где Дв„ - диаметр или длина диагонали плоского блока [мм].
После шлифования сферических и плоских поверхностей инстрУ ментом зернистостей от 125/100 до 80/63 максимальная высота неровностей поверхности Й2=20. После шлифования инструментом зернистостей 63/50 - 50/40, среднее арифметическое отклонение профиля поверхности Да=1,6.
Дата добавления: 2015-07-11; просмотров: 235 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| ШЛИФОВАНИЕ СФЕРИЧЕСКИХ И ПЛОСКИХ ПОВЕРХНОСТЕЙ | | | Тонкое шлифование алмазным инструментом |