Читайте также:
|
Технологическая оснастка включает инструмент (режущий, мерительный, штампы, приспособления) и технологическую документацию. Выбор технологической оснастки производится исходя из технологической карты обработки изделия.
К организационной оснастке относятся:
- устройство для размещения и хранения на рабочих местах технологической оснастки, заготовок сырья, материалов, готовых изделий, отходов;
- производственная мебель;
- средства сигнализации и связи, местного освещения;
- предметы ухода за оборудованием и рабочим местом.
Проведем анализ уровня технологической оснащённости рабочего места, рассчитав коэффициент оснащённости: [21]
 ,
,
где  – число приёмов в технологических операциях, выполняемых на рабочем месте с применением оснастки.
– число приёмов в технологических операциях, выполняемых на рабочем месте с применением оснастки.
 – общее количество приёмов в технологических операциях.
– общее количество приёмов в технологических операциях.
 =0,846.
=0,846.
Таким образом коэффициент оснащенности составляет 0,846
Проанализируем рабочее место шлифовщика с учетом необходимой оснастки.
По типу планировки инструментальный шкаф (тумбочка) располагается с левой стороны от рабочего, а стеллаж - с правой. Такая планировка рабочего места удобна при установке и снятии заготовки правой рукой или двумя руками (при изготовлении длинных и тяжелых деталей).
Произведем анализ укомплектованности рабочего места средствами оснащения. Полученные результаты разместим в таблице 1.
Таблица 1 – Анализ укомплектованности рабочего места средствами оснащения
| Средства оснащения рабочего места | Анализ средств оснащения рабочего места | Экономические последствия неполного укомплектования рабочего места |
| 1. Основное оборудование | Шлифовальный станок | Невозможность физико-механического преобразования предметов труда |
| 2. Вспомогательное оборудование: используемое для перемещения предметов труда в рабочую зону | Подъемник | Потеря рабочего времени на доставку и установку деталей, простои оборудования. Количество перемещений в смену-20, затраты на один переход 1-1,5 мин. |
| 3. Организационная оснастка: - инструментальная тумбочка; - подставка под детали; - стеллаж для размещения и хранения заготовок, инструментов, изделий, технической документации; - шкаф (помещение) хозяйственно-бытовой. | Инструментальная тумбочка, подставка под детали, стеллаж для заготовок, шкаф для инструментов, пюпитр. | Потеря рабочего времени на поиск необходимого инструмента. Количество перемещений в смену-100, затрат на один переход 2-10 сек. Отсутствие данных приспособлений приводит к захламлению рабочего места и потери рабочего времени на поиск необходимых предметов труда. |
| 4. технологическая оснастка: - набор инструментов и приспособлений для закрепления и обработки деталей; - технологическая тара; - набор технологической документации. | Техническая документация, рабочий инструмент, технологическая тара. | Невозможность обработки предметов труда, захламление рабочего места, незапланированные простои производства. Количество перемещений в смену-10, затраты на один переход 2-5 мин. |
В результате анализа оснащения рабочего места шлифовщика мы можем сделать вывод, что основные потери рабочего времени происходят при наличии следующих факторов:
- отсутствие материалов,
- ожидание транспортных средств,
- отсутствие инструмента и приспособлений, заточка инструмента,
- отсутствие технической документации,
- неполная комплектация рабочего места.
- недостаточные размеры рабочего места и пр.
Все эти недостатки необходимо устранять. Т.к. рационально организованное рабочее место позволяет заметно сократить не только вспомогательное время, но и основное время, затраченное на выполнение операций.
На рисунке 2 представлен эскиз рабочего места шлифовщика. [21]
 |
1- станок
2- защитный экран
3- световая сигнализация
4- лоток для инструментов
5- тара для заготовок
6- тара для готовых деталей
7- инструментальная тумбочка (600 x 600 x 1100 мм)
8- урна для мусора
9- решётка под ноги
10 - поворотный стул
Организация планировочного решения рабочего места
Под планировкой рабочего места понимается взаимное расположение основного и вспомогательного оборудования, инвентаря и оснастки на отведенной производственной площади, обеспечивающее наиболее эффективное выполнение трудовых процессов, экономию усилий рабочего и безопасность его труда.
Правильная планировка рабочего места призвана обеспечить рациональное расположение оборудования, оснастки, наиболее эффективное использование производственных площадей, создание удобных и безопасных условий труда, а также продуманное расположение инструментов, заготовок и деталей на рабочем месте.
Различают три вида планировочных решений:
- общее, т.е. пространственно-технологическое размещение рабочих мест на площади участка (цеха);
- внутреннее, т.е. пространственно-технологическое размещение на площади рабочего места всех элементов трудового процесса;
- частное, т.е. пространственное размещение (в рамках частной планировки) инструмента, приспособлений, материала, источников света и других элементов оснащения рабочего места с учетом особенностей выполняемых операций.
Планировка оборудования и инвентаря на рабочем месте должна обеспечить минимальные траектории перемещения рабочего и предмета труда в процессе его обработки на данном месте.
Планировка оборудования должна предусматривать рациональное размещение предметов и средств труда не только на плоскости, но также по вертикали, с тем, чтобы свести к минимуму перемещение предметов и средств труда в вертикальной плоскости.
Рациональное размещение на рабочем месте заготовок, деталей, инструмента, документации должно обеспечить рабочему удобную рабочую позу и наиболее экономные движения. Планировка вспомогательного оборудования, инвентаря, и производственной мебели должна способствовать достижению на рабочем месте максимальной производительности труда и минимальной утомляемости рабочего.
Снижение утомляемости и повышение работоспособности в значительной степени достигаются подбором рабочей мебели, удобной конструкции и оптимальных размеров. Важное значение имеет высота рабочей мебели.
Важным моментом планировки рабочего места является определение занимаемой им производственной площади. Производственная площадь, отводимая под рабочее место, должна обеспечить размещение оснащения рабочего места в соответствии с заданной планировкой. Кроме того, производственная площадь должна содержать резервы площади для возможной перепланировки рабочего места. В производственную площадь включаются также площади, образующиеся между соседними рабочими местами, рабочим местом и стеной, рабочим местом и проходом. Расстояние от данного рабочего места до соседнего, от основного оборудования до стены или колонны, от рабочего места до проезда устанавливаются в соответствии с нормами проектирования цехов и нормами охраны труда. [19]
Рассчитаем размер производственной площади, отводимой под рабочее место, по следующей формуле: [21]
 ,
,
где а – длина основного оборудования;
б – расстояние от стены или колонны до рабочего места (2,3% от а);
в – размер прохода между рабочими местами (4 % от а);
г – ширина основного оборудования;
д – расстояние между соседними рабочими местами по ширине (3,8% от г).
Необходимо иметь ввиду, что на каждого работника должно приходиться не менее 4,5 м2 производственной площади при высоте производственного помещения 3,2 м.
Q=(2,5+0,0575+0,5*0,1)ּ(1,3+0,5*0,0494)=3,45 м2.
Анализ планировочных решений.
Рабочим местом шлифовщика является шлифовальный станок, возле которого он находится на протяжении всего рабочего изменения.
Рабочее место располагается по ходу технологического процесса и обеспечивает прямоточность процесса. Рабочее место шлифовщика оснащено тумбочкой для хранения комплекта инструмента и средств для ухода за рабочим местом, приемным столом с производственной тарой, планшетом для чертежей, решеткой под ноги.
Рассмотрим внутреннее планировочное решение, схему пространственного размещения всех средств оснащения.
Данное рабочее место не огорожено, расстояние между станками составляет около 0,5 м. При этом оборудование и оснастка расположены на нем очень компактно, но рационально, занимая меньше 1/2 его площади, а имеющийся набор требуемых средств оснащения является недостаточным для данной технологической операции. Таким образом, площадь под средствами оснащения вместе с проходами приблизительно равна площади, отведенной под постоянную позицию токаря перед станком и маршруты его перемещений в ходе работы. Средства освещения расположены с трех сторон и позволяют регулировать направление света самому рабочему.
Рассмотрим микроклассификацию рабочей зоны сидя и стоя.

Рис. 3 Микроклассификация рабочей зоны (при работе сидя)
А – зона максимальной досягаемости;
Б – зона досягаемости пальцев при вытянутой руке;
В – зона легкой досягаемости ладони;
Г – оптимальное пространство для грубой ручной работы;
Д – то же для тонкой ручной работы.
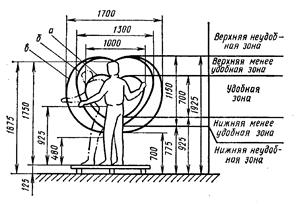
Рис. 4 Микроклассификация рабочей зоны (стоя)
А – оптимальная зона;
Б – нормальная зона;
В – максимальная зона
Таким образом размер производственной площади составляет 3,45 м2. Но так как на каждого работника должно приходиться не менее 4,5 м2 производственной площади, можно сделать вывод, что данное рабочее место не соответствует нормативам, что может снижать скорость работы и производительность труда. Проанализировав все вышесказанное, мы видим, что данное рабочее место имеет довольно рациональную планировку, но с целью рационализации и увеличения производительности труда работника следует увеличить площадь рабочего места.
Дата добавления: 2015-10-16; просмотров: 294 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Определение характера специализации рабочего места | | | Организационно-технические мероприятия по совершенствованию трудового процесса |