|
Читайте также: |
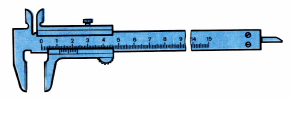
Штангенциркуль (для измерения наружных и внутренних размеров) и калибр-плашка (для измерения резьбы)

ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК 16К20

ПАСПОРТНЫЕ ДАННЫЕ СТАНКА 16К20
| Частота вращения шпинделя n, об/мин | 12,5 | 31,5 | |||
| Продольные подачи Snpoд, мм/об | 0,05 | 0,06 | 0,075 | 0,09 | 0,1 |
| 0,125 | 0,15 | 0,175 | 0,2 | 0,25 | |
| 0,3 | 0,35 | 0,4 | 0,5 | 0,6 | |
| 0,7 | 0,8 | 1,2 | 1,4 | ||
| 1,6 | 2,4 | 2,8 | |||
| Поперечные подачи Snon, мм/об | 0,025 | 0,03 | 0,0375 | 0,045 | 0,05 |
| 0,0625 | 0,075 | 0,0875 | 0,1 | 0,125 | |
| 0,15 | 0,175 | 0,2 | 0,25 | 0,3 | |
| 0,35 | 0,4 | 0,5 | 0,6 | 0,7 | |
| 0,8 | 1,2 | 1,4 |
 Технологические этапы обработки винта.
Технологические этапы обработки винта.
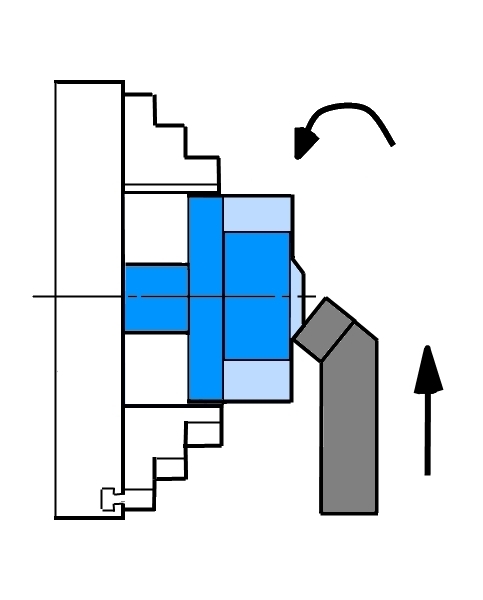
1. Подрезать торец в размер 64.5мм. Инструмент – резец проходной отогнутый правый. Главное движение – вращательное движение заготовки. Движение подачи – поступательное движение резца.

2. Точить диаметр D=Ø12-0.11мм под резьбу, затем диаметр D=Ø9-0.36мм. Первый проход: резец проходной отогнутый правый (включает снятие фаски 1.5х45⁰). Второй проход: резец проходной упорный. Контроль размеров с помощью штангенциркуля.
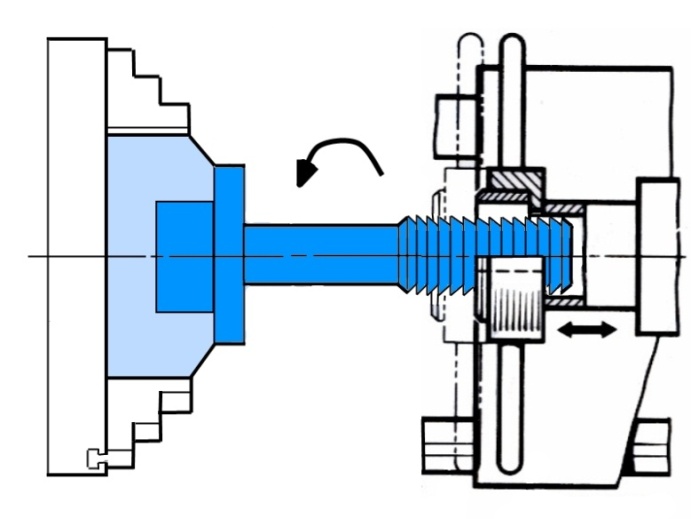 3. Нарезать резьбу M12-6g. Инструмент – плашка, закрепленная в плашкодержателе. Контроль резьбы калибром-плашкой.
3. Нарезать резьбу M12-6g. Инструмент – плашка, закрепленная в плашкодержателе. Контроль резьбы калибром-плашкой.

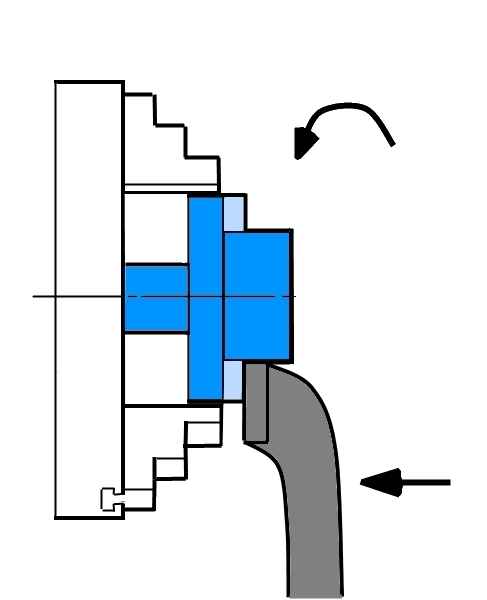
4. Отрезать деталь в размер 62мм с учетом припуска на подрезание торца. Инструмент – резец отрезной.
 5. Подрезать торец в размер 61-0.87 мм. Инструмент – резец проходной отогнутый правый.
5. Подрезать торец в размер 61-0.87 мм. Инструмент – резец проходной отогнутый правый.
6. Точить диаметр головки винта D=Ø20-0.52. Инструмент – резец проходной упорный.

7. Снять фаску 1.5х45⁰. Инструмент – резец проходной отогнутый правый.

8. Сверлить отверстие D= Ø 10 мм. 9. Точить шестигранное отверстие под ключ S=8 мм.
Дата добавления: 2015-10-21; просмотров: 91 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Режущий инструмент | | | Подробно о МБО |