Читайте также:
|
Детали из прокладочных материалов с клеевым покрытием выкраивают по форме основной детали так, чтобы срезы прокладок входили в припуски на швы на 1-2 мм.
В местах расположения вытачек прокладка не доходит до срезов вытачек на 7мм (рис.2.6,а). Расстояние от срезов прокладки (рис.2.6,а,б,в) до срезов низа изделия: в пиджаках 30 мм и в пальто 35мм.
С целью увеличения жесткости и формоустойчивости полочки обрабатывают с дополнительными накладками в области плеча, груди, лацкана.
Плечевую накладку укладывают на полочку не доходя до плечевого среза 20-25 мм и до среза проймы на 5-7 мм (рис.2.6,г).
Прокладку в области лацкана располагают, не доходя до среза лацкана 7 мм и до среза уступа лацкана 10 мм и переходя за линию перегиба лацкана на 15-20 мм (рис.2.6,д).
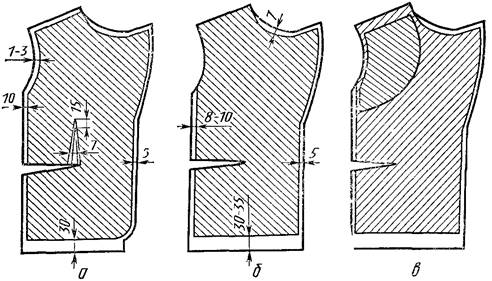

Рис. 2.6 - Расположение клеевых прокладок на полочках пиджака и пальто
При обработке мужского пиджака возможен следующий способ соединения полочек с прокладкой. Пакет бортовой прокладки состоит и двух слоев бортовой ткани: основной детали и накладки с клеевым покрытием. Долевые нити в накладке располагают относительно нитей утка основной детали под углом 30 ± 5° или 75 ± 5°. Дублирование выполняют на прессах с подушками для формования полочек пиджака. Формование и дублирование бортовых прокладок осуществляется за один прием. На подушку пресса поочередно укладывают полочку пиджака, прокладку 1 (рис. 2.7), основную деталь бортовой прокладки 2, клеевую накладку 3 и, закрывая подушки пресса, формуют полочку, одновременно скрепляя детали друг с другом.
Бортовая прокладка не имеет вытачек и ее формование (придание необходимых выпуклостей) осуществляется в результате изменения углов наклона основных (или уточных) нитей ткани.
Процесс формования спинки выполняют в 2 приема: формуют спинку и закрепляют объемную поверхность прокладкой с клеевым покрытием 1 (см. рис. 6.10). Нити основы прокладки должны быть расположены по отношению к нитям основы спинки под углом 45 ± 10°. При таком способе обработки спинки нет необходимости в посадке плечевого среза и в прокладывании кромки около среза проймы.


Одним из прогрессивных направлений, способствующих улучшению качества одежды, является создание новых видов прокладочных материалов, это термоклеевые многозональные прокладочные ткани, предназначенные для дублирования полочек мужских пиджаков.
Отличительной особенностью многозональных прокладочных тканей является наличие ярко выраженных зон (как правило трех) расположенных в следующей последовательности: 1 – жесткая, 2 – переходная (полужесткая), 3 – мягкая.
Каждая зона имеет определенные свойства и отличается от других зон по сырьевому (волокнистому) составу: толщине, ширине, переплетению, жесткости, поверхностной плотности и т.д.
Жесткая зона имеет наибольшие по сравнению с другими зонами поверхностную плотность и жесткость. Вырабатывается из пряжи, включающей х/б, вискозные и шерстяные волокна в различных сочетаниях с прокладыванием просновок из натурального волоса или химических упругих нитей. Располагается эта зона не ниже 2 см глубины проймы и не попадает в шов стачивания вытачек на полочках.
Переходная зона может иметь подзоны, в каждой из которых разнообразные по волокнистому составу нити чередуются друг с другом, благодаря чему достигается постепенное снижение жесткости от жесткой зоны к мягкой. Должна располагаться выше линии бокового кармана не менее чем на 2-3см.
Мягкая зона состоит из однородной пряжи и имеет наименьшую из всех зон поверхностную плотность и жесткость.
В зависимости от свойств многозональной прокладочной ткани и материала верха пиджака прокладка может быть выкроена с лацканом или без, для уменьшения его жесткости. Отрезанную часть лацкана заменяют прокладкой, выкроенной из мягкой зоны.
Если материалы, применяемые для пошива одежды, имеют большую подворсовку с изнаночной стороны, то их дублирование клеевыми прокладками не производится, т.к. наличие ворса препятствует приклеиванию прокладки. В этом случае используют каркасный пакет прокладок, не имеющий клеевого соединения с материалом верха одежды.
Дата добавления: 2015-09-06; просмотров: 100 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Методы обработки деталей при клеевом соединении | | | Часть I |