|
Читайте также: |
Инструмент и оборудование: Приспособление, тара, ванна, кисть ГОСТ 10597, очки защитные ГОСТ Р12.4.230.1, подставка, оправка, емкость, рукавицы утепленные (суконные, ватные) ГОСТ 12.4.010, лекальная линейка ГОСТ 8026, борштанга, приспособление для зажима, резцовая вставка, твердосплавные пластины, нутромер ГОСТ 868, набор образцов шероховатости ГОСТ 9378, эталон 44,98+0,02 мм, щетка волосяная ОСТ 17-180, борштанга, приспособление для настройки, набор Г-образных шестигранных ключей, эталон кольцо Ø49мм, эталон Ø85,5мм, штангенциркуль ГОСТ166, напильник плоский ГОСТ 1465, напильник круглый ГОСТ 1465, напильник полукруглый ГОСТ 1465, хонинговальная головка хонинговальные бруски7564225 СТСЭВ 204, эталон 44,98+0,02 мм, шпиндельная головка, шлифмашинка ГОСТ 10210, шлиф головка Ø6мм (ЕК) – универсальная, хвостовик Ø6мм, ключи гаечные 8х10 ГОСТ 2839, ключ гаечный10х13 ГОСТ 2839, ключ гаечный 12х14 ГОСТ 2839, ключ гаечный 14х17 ГОСТ 2839, хонинговальная головка, хонинговальные бруски алмазные 35х4х4х2х42 СТСЭВ 204-75, нутромер ГОСТ 868, эталон Ø85,5мм, эталон Ø85мм, приспособление со станком, прибор активного контроля, шлиф головка Ø6мм (ЕК) – универсальная, очки защитные ГОСТ Р12.4.230.1, ключ гаечный 8х10 ГОСТ 2839, ключ гаечный 10х13 ГОСТ 2839, оправка к фрезерному станку, фреза, шаблон, лупа ГОСТ 25706.
· Наименование операции: Сборка
3. Снять, установить деталь на подставку
4. Охладить втулку (рис.4.13) в жидком азоте 3-5 минут
5. Запрессовать втулку в отв. (2) верхней головки шатуна. Выступание втулки за поверхности М и Н не допускается.
6. Уложить деталь в тару

Рис. 4.14 Сборка шатуна
· Наименование операции: Расточная
1. Снять, установить деталь в приспособлении.

Рис.4.14 Приспособление для растачивания втулок
2. Расточить отв. (1) во втулке в верхней головке шатуна выдерживая размер (2) и параллельность f0,04/100; цилиндричность g0,003
3. Снять, уложить деталь в тару.
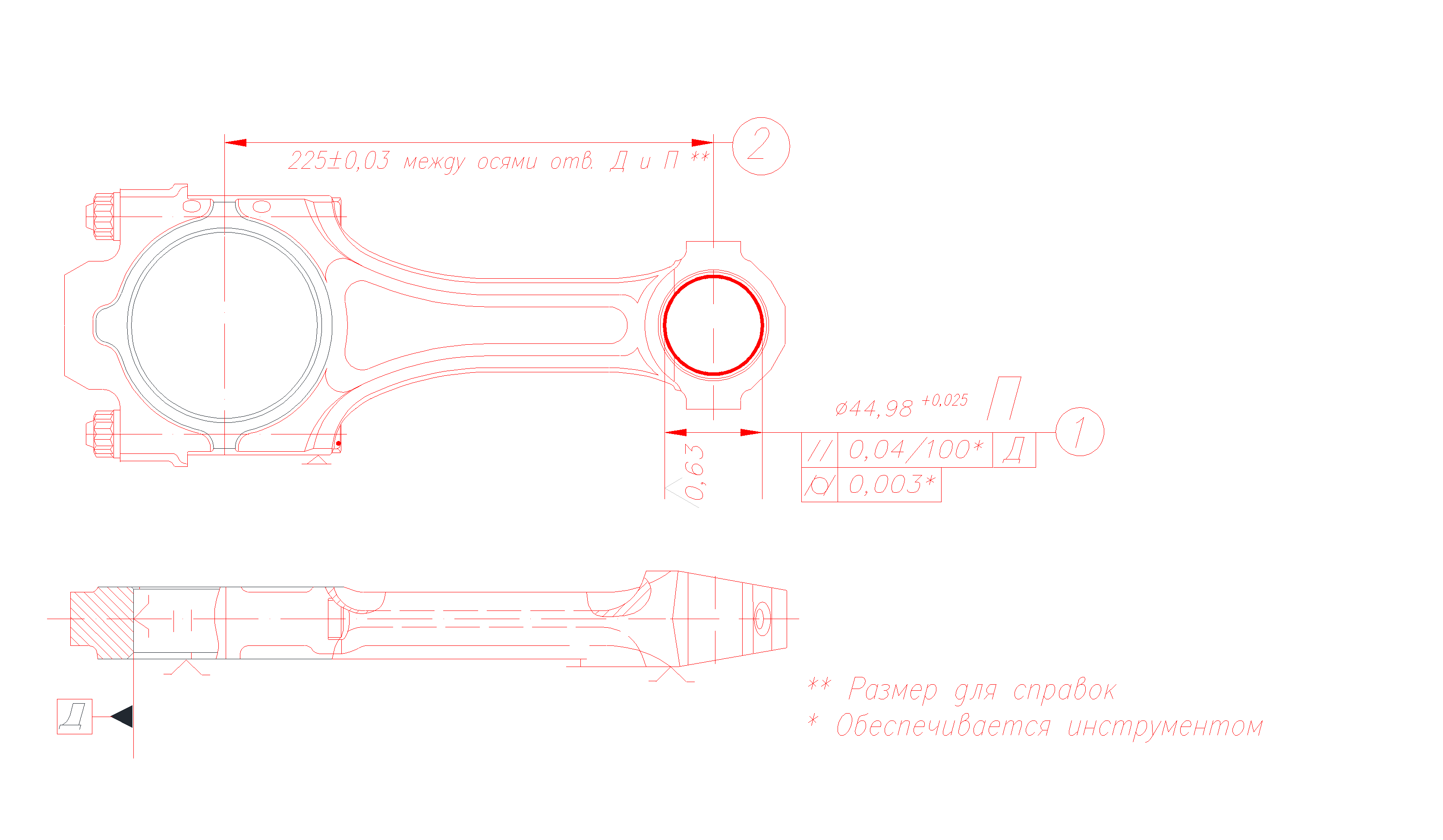
Рис.4.15 Расточка отверстия во втулке в верхней головке шатуна
· Наименование операции: Расточная
1. Снять, установить деталь.

Рис.16 Установка шатуна на расточном станке
2. Расточить отверстие в нижней головке в размер 1 (рис.4.15), выдерживая технические требования: шероховатость поверхности Ra=0,5, цилиндричность g0,004; отв.Ø85,45мм и снять фаску (рис. 4.15 (поз. 2))
3. Снять деталь с помощью гаечного ключа 24х27, уложить деталь в тару.
 Рис.4.17 Расточка отверстия в нижней головке шатуна
Рис.4.17 Расточка отверстия в нижней головке шатуна
· Наименование операции: Маркирование.
Маркировать детали краской годные для ремонта – желтый, брак – красным. (1) - “P”- расточенный, для шатунов с ремонтным размером отверстия под вкладыш нижней головки шатуна (Ø 85,5+0,022мм) и для шатунов с ремонтным размером отверстия Ø49,5+0,016мм под втулку 740.1004.052 Р; (2) –Х - Хонинговка отв. нижней головки шатуна(Ø85,5мм; Ø85мм) и отв. во втулке шатуна( )
)
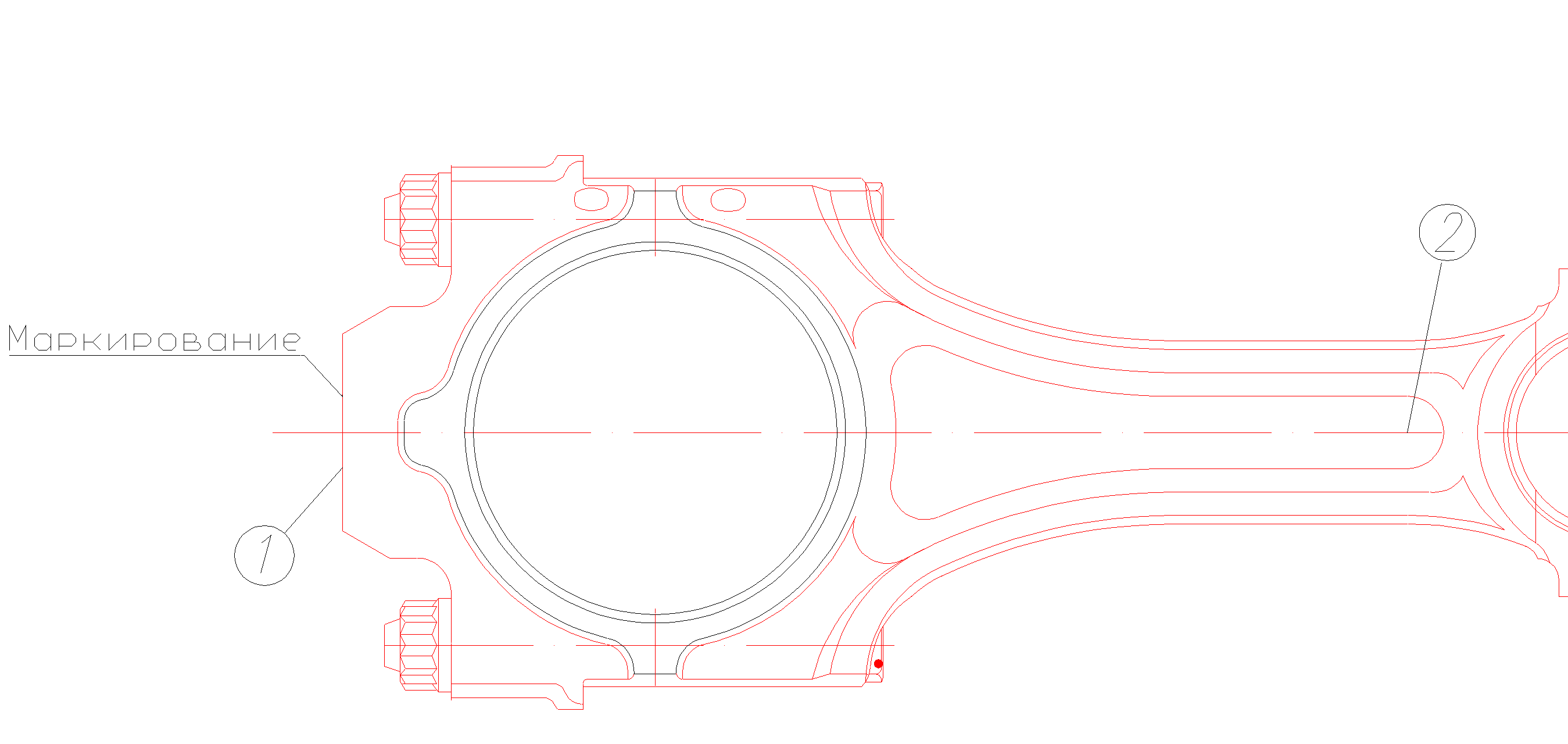
Рис.4.18 Маркирование шатуна
· Наименование операции: Хонинговальная
1. Снять, установить деталь.

Рис.4.19 Приспособление для хонингования отверстия во втулке верхней головки шатуна
2. Хонинговать отверстие во втулке верхней головке шатуна, выдержав технические требования: непараллельность f0,04 и цилиндрич-ность g0,003 отн. поверхности Д.
3. Снять, уложить деталь в тару.
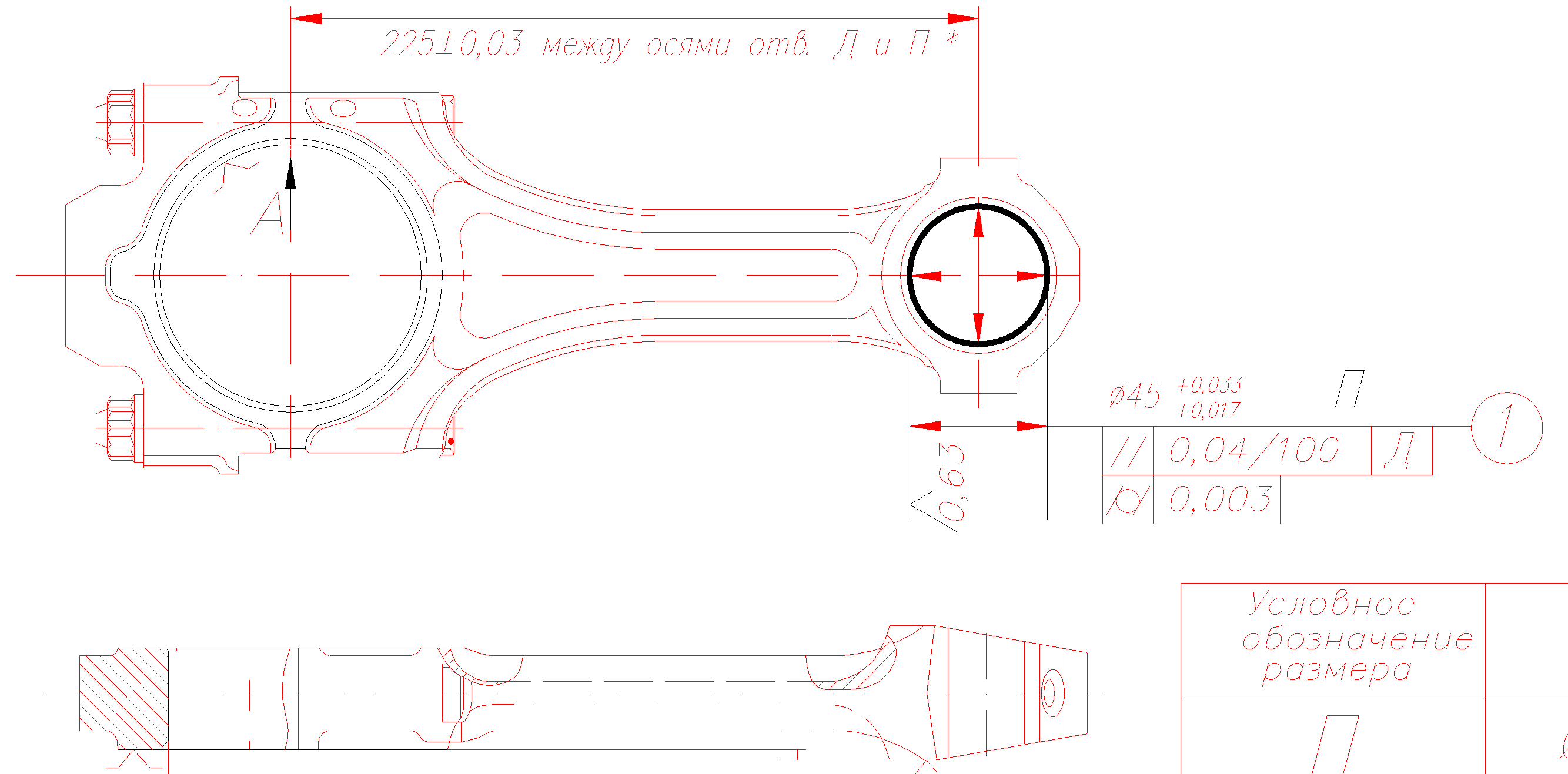
Рис.4.20 Хонингование отверстия во втулке верхней головки шатуна
· Наименование операции: Хонинговальная
1. Снять, установить деталь на спец. хонинговальный станок


Рис.4.21 Приспособление для хонингования отверстия в нижней головке шатуна
2. Хонинговать отверстие (1) (рис.4.20) в нижней головке шатуна, выдержав технические требования: цилиндричностьg0,004мм отв.Ø85+0,022мм Ø85,5+0,022мм.
3. Уложить деталь в тару
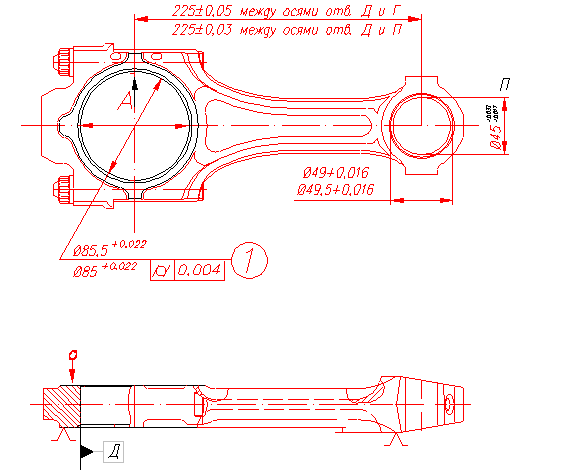
Рис.4.22 Хонингование отверстия в нижней головке шатуна
· Наименование операции: Промывка
1. Загрузить, выгрузить деталь.
2. Промыть и просушить детали (продуть воздухом). Укладывать не более 24шт
3. Уложить деталь в тару
· Наименование операции: Плоскошлифовальная
1. Снять, установить деталь на магнитный стол станка поверхностью  вниз.
вниз.
2. Шлифовать торец поверхности шатуна Т, выдерживая размер (1, рис.4.21), параметр (2) и шероховатость поверхности Ra1,25.
3. Снять, уложить деталь в тару.

Рис.4.23 Шлифование торца поверхности шатуна
· Наименование операции: Плоскошлифовальная
1. Снять, установить деталь на магнитный стол станка поверхностью Т вниз, закрепить.
2. Шлифовать торец поверхности шатуна , выдерживая размер (1) (рис), параметр (2) и шероховатость поверхности Ra1,25.
3. Снять, уложить деталь в тару.

Рис.4.24 Шлифование торца поверхности шатуна
· Наименование операции: Вертикально-фрезерная
1. Снять, установить деталь поверхностью Т1 вниз и закрепить в приспособлении.
2. Фрезеровать паз в крышке шатуна под «усик» вкладыша в размер (1), выдерживая размеры (2), (3), (4), (5) и шероховатости (9), (10).
3. Фрезеровать паз в шатуне под «усик» вкладыша в размер (1), выдерживая размеры (2), (6), (7), (8) и шероховатости (9), (11).
4. Снять, уложить деталь в тару

Рис.4.25 Фрезеровка торца поверхности шатуна
· Наименование операции: Вертикально-фрезерная
1. Снять, установить деталь поверхностью Т вниз и закрепить в приспособлении.
2. Фрезеровать паз в шатуне под «усик» вкладыша в размер (1), выдерживая размеры (2), (3), (4), (5) и шероховатости (6), (7).
3. Снять, уложить деталь в тару

Рис.4.26 Фрезеровка торца поверхности шатуна
· Наименование операции: Слесарная
1. Снять, установить деталь на верстак слесарный.
2. Зачистить заусенцы, притупить острые кромки после шлифования.
3. Снять, уложить деталь в тару.

Рис.4.27 Слесарная обработка шатуна
Заключение
В этом разделе была рассмотрена технология ремонта шатунно-поршневого комплекта в условиях авторемонтного завода. Рассмотрены основные дефекты деталей шатунно-поршневого комплекта.
Описана технология основных операций при ремонте, приведено оборудование и оснастка.
Описана технология восстановления изношенных деталей в условиях авторемонтного завода. С учетом анализа конструкции подобраны и описаны методы восстановления: метод ремонтных размеров и метод дополнительной детали. Описан технологический процесс восстановления, подобрано оборудование, инструменты и оснастка применяемые при восстановлении.
Дата добавления: 2015-09-06; просмотров: 391 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Восстановление поршня | | | АКЦЕНТ. МЕТР. РАЗМЕР. ТАКТ. ТАКТОВАЯ ЧЕРТА. ЗАТАКТ. |