|
Читайте также: |
· Термическая обработка.
1. Загрузить деталь на лоток;
2. Подать деталь, зажать в центрах, загрузить в индуктор;
3. Нагреть (с вращением) деталь, температура нагрева 830...890 °С;
4. Подать воду во внутреннюю полость пальца;
5. Охладить поверхность Г одновременно с внутренней;
6. Разжать деталь в центрах, выгрузить из индуктора, уложить на стол.
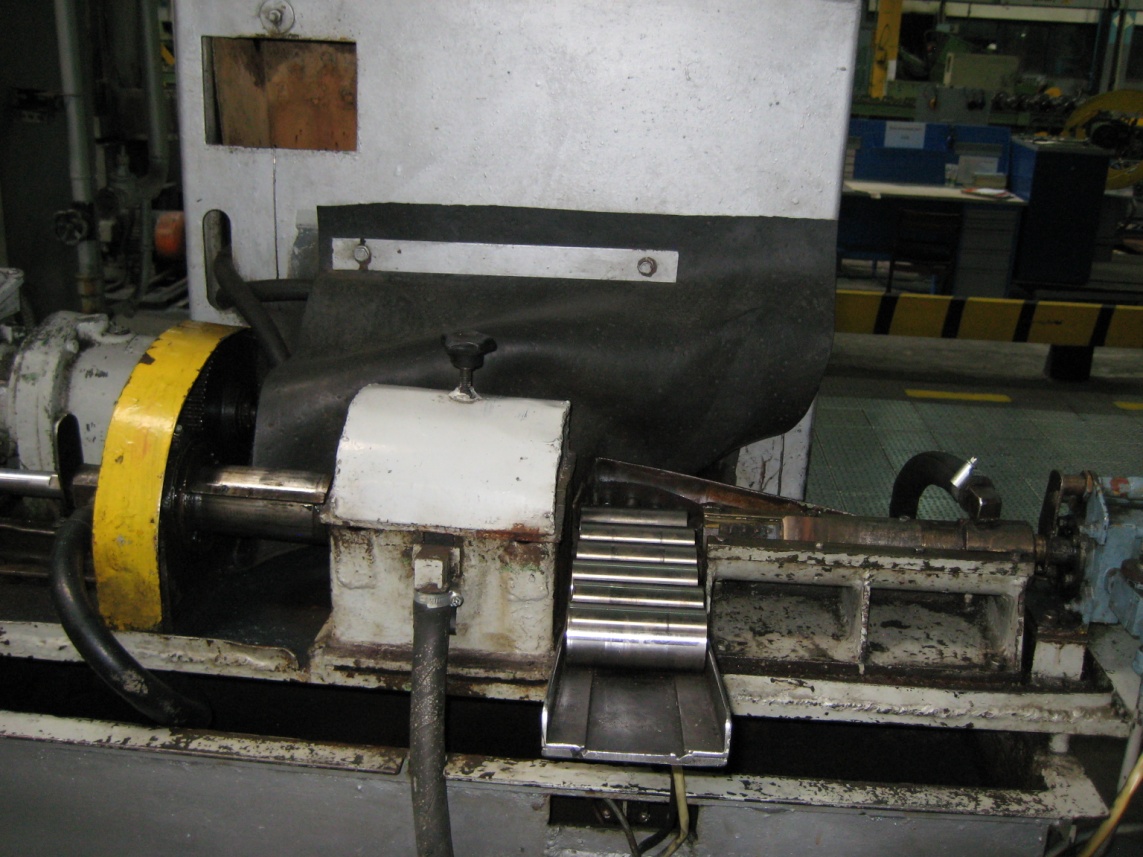
Рис.4.9 Термическая обработка поршневых пальцев
· Контроль
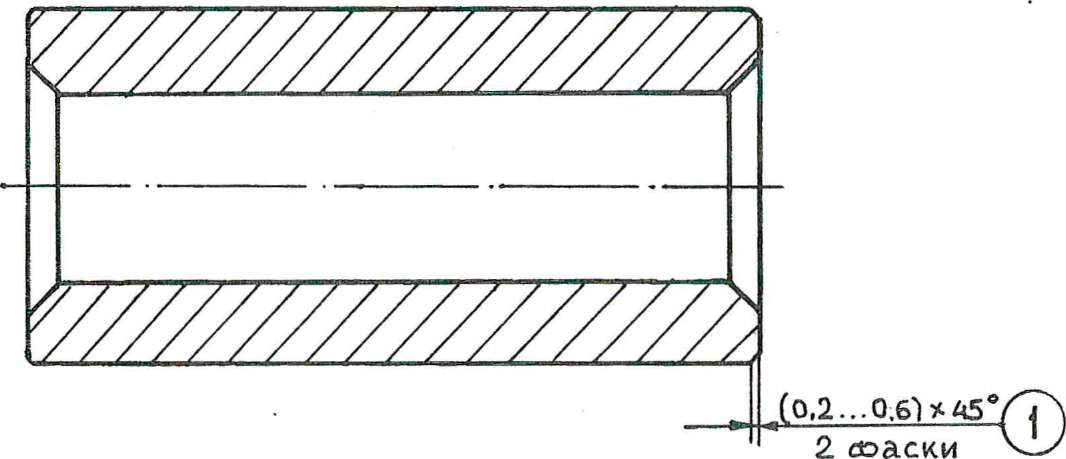
1. Проверить наличие трещин на поверхности Г (рис.4.10)
2. Твердость поверхности Г HRC 57...66
3. Контролировать размер 1 в трех местах по длине пальца.
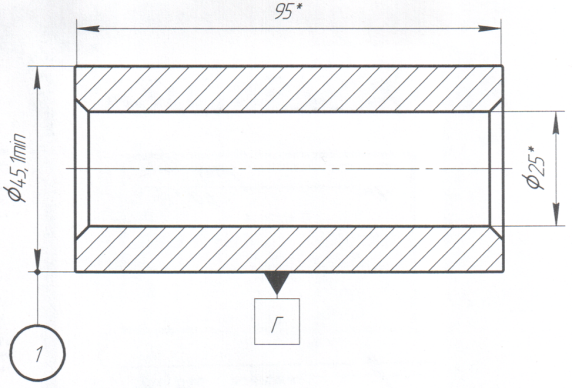
Рис. 4.10 Контроль поверхности пальца
· Механическая обработка.
1. Шлифовать наружный диаметр предварительно в размер 1 (рис.4.10 (а))
|
Рис. 4.10(а) Предварительная шлифовка наружного диаметра поршневого пальца
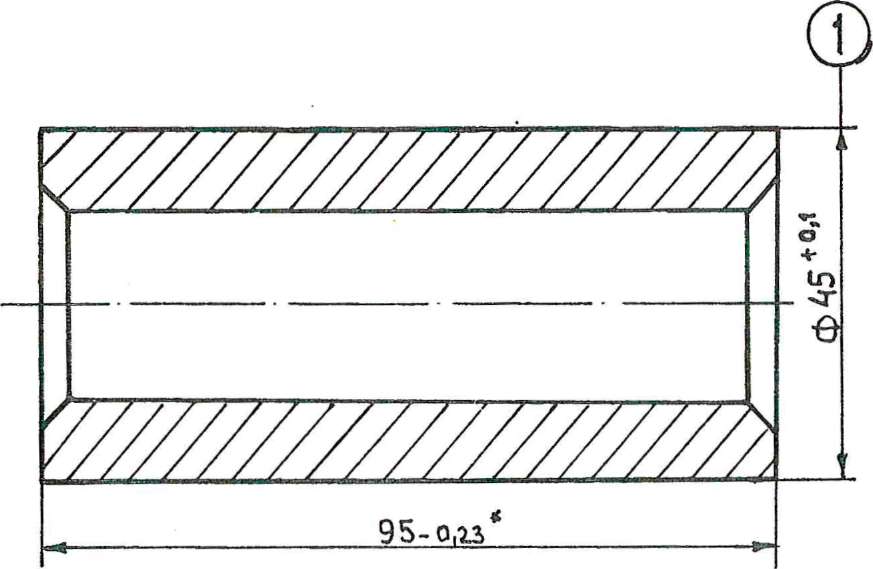
2. Шлифовать фаски на торцах пальцев в размер 1 (рис.4.10(б))
|
Рис. 4.10(б) Шлифовка фасок на торцах пальцев
3. Шлифовать наружный диаметр в размер 1(рис.4.10(в))

|
Рис. 4.10(в) Шлифовка наружного диаметра поршневого пальца
|
4. Шлифовать наружный диаметр окончательно, выдерживая параметры 2,3(рис.4.10 (г))
Рис.4.10 (г) Окончательная шлифовка наружного диаметра поршневого пальца
5. Шлифовать наружный диаметр, выдерживая размер 1, параметр 2 (рис. 4.10(д))

Рис. 4.10(д) Суперфинишная обработка наружного диаметра поршневого пальца
6. Суперфинишировать наружный диаметр, выдерживая размер 1, параметр 2 (рис. 4.10(д))
· Контроль
1. Произвести контроль поверхности Д, проверяя:
а) отсутствие трещин, рисок, прижогов, следов коррозии (в ЦИЛ);
б) наличие фаски 1.
2. Произвести контроль размеров:
а) размер 2;
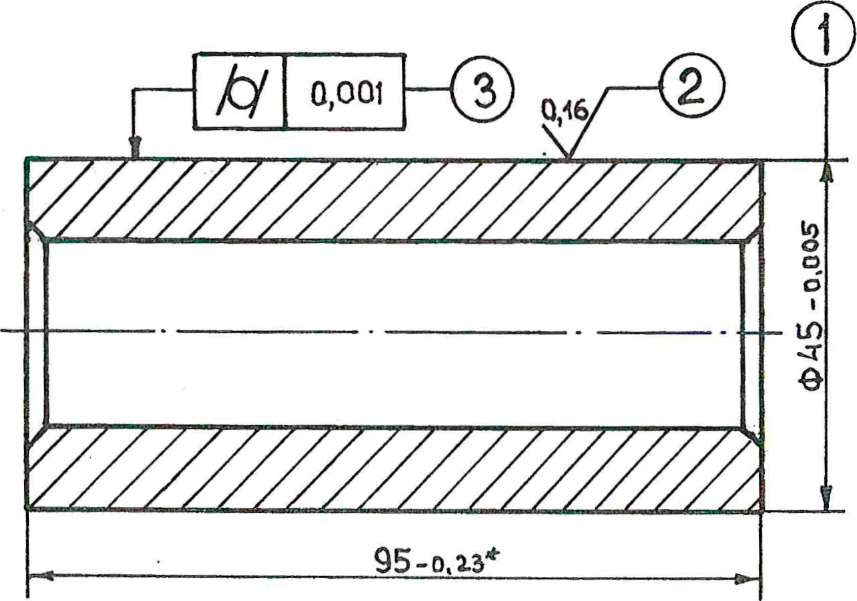
б) размер 3,4. (рис.4.10 (е))
|
|
Рис. 4.10 (е) Контролируемые параметры
Дата добавления: 2015-09-06; просмотров: 253 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Дефектация деталей шатунно-поршневого комплекта. | | | Восстановление поршня |