|
Читайте также: |
Проточка канавок в ремонтный размер производится на токарном станке с использованием специальных кулачков (рис.4.10), позволяющих базировать поршень по диаметру и торцу наименее изнашиваемой канавки под маслосъемное кольцо. Одновременную обработку обеих канавок с обеспечением линейных размеров позволяет выполнить специальный резцедержатель (рис.4.11). Угол 7° +12' обеспечивается заточкой резцов на оптико-шлифовальном станке.

Рис.4.11 Кулачки для установления поршня
В случае отсутствия поршневых колец ремонтного размера для поршней, которые будут использоваться при текущем ремонте, рекомендуется нарезать добавочную канавку номинального размера (рис.4.12). Такой поршень можно собрать без кольца в канавке со вставкой, чтобы не увели чивать работу трения. Предложенный вариант восстановления поршня не рекомендуется использовать при капитальном ремонте двигателя, т.к. приближение верхнего компрессионного кольца к камере сгорания дает увеличение расхода масла на угар.
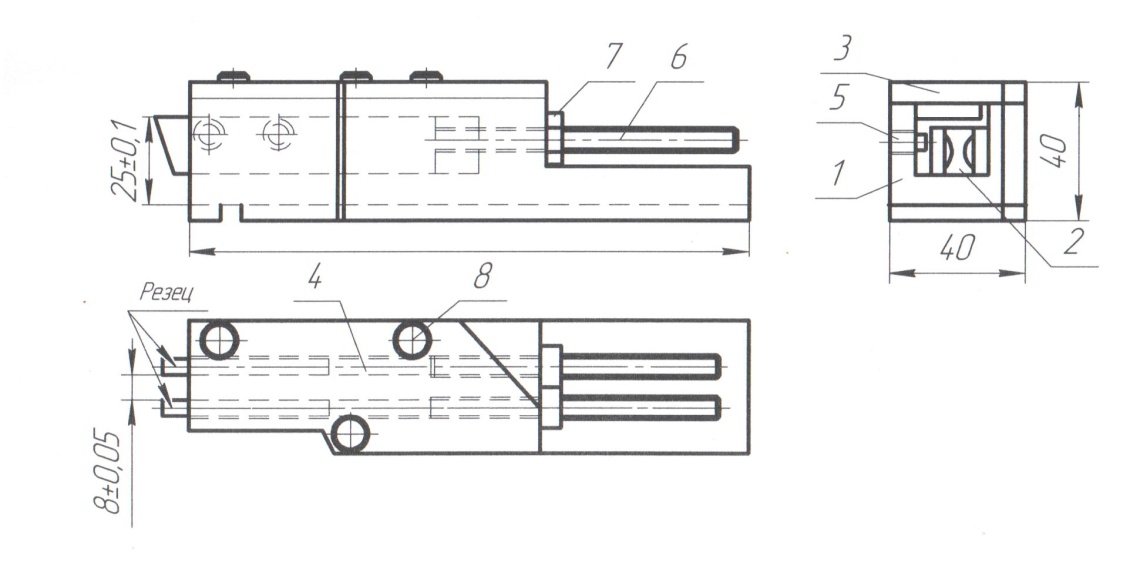
Рис.4.12 Резцедержатель для проточки компрессионных канавок:
1 – корпус, 2 – шаблон, 3 – крышка, 4 – резец, 5 – винт-фиксатор, 6 – винт регулировочный, 7 – контргайка, 8 болты.

Рис.4.13 Восстановление поршня нарезанием дополнительной канавки под компрессионное кольцо.
Дата добавления: 2015-09-06; просмотров: 215 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Восстановление поршневого пальца. | | | Восстановление шатуна в сборе. |