Читайте также:
|
Следует отметить, что схемы просвечивания сварных соединений, показанные в ПНАЭ Г-7-017-89 на рис. 3, е, ж, з являются частными случаями радиографического контроля кольцевого сварного соединения через одну стенку при расположении источника излучения внутри трубы. Каждая из схем отличается от других только расположением источника излучения относительно центральной оси трубы. Поэтому выбор средств контроля для каждой их этих схем принципиально не отличается друг от друга, а режимы контроля определяются конкретным расположением источника излучения в трубе и толщиной стенки трубы.
Источник излучения, радиографическая плёнка, усиливающие экраны, эталоны чувствительности, выбранные в п. 12.2.5, могут быть использованы и при РГК по схеме рис. 12.2.6.
Расстояние f и число N участков (экспозиций), в соответствии с рекомендациями ПНАЭ Г-7-017-89 (Приложение 15, п. 5), определяют опытным путем.
Определим время экспозиции для следующих условий:
- номинальная толщина - 10 мм;
- радиационная толщина - 13 мм;
- источник излучения - радионуклид Селен-75(СР17.711)
- активность источника -10 Ки;
- размер активной части источника излучения - 2 х 2 мм;
- фокусное расстояние - 300 мм;
- радиографическая плёнка - РТ-5, D4 
| Разработал________________________________ Начальник лаборатории___________________ |
| >g I s g s g s s: й §■ | S- >| | CO W 0- 2 ИЗ О g ° 2 ^ ^ N Л Й м ^ ^ |
Время экспозиции для просвечивания кольцевого сварного соединения рассчитаем, исходя из его радиационной толщины, которая в данном случае равна 13 мм (сумма номинальной толщины стенки трубы и усиления сварного шва). Экспозиция, определенная по номограмме (Приложение 16, рис. 16.6) для радиографической плёнки D4, составит 12 Ки×час. Эта величина получена для фокусного расстояния 1000 мм. Воспользовавшись законом обратных квадратов, определяем экспозицию для плёнки D4 при фокусном расстоянии 300 мм - она составит 65 Ки×мин. Поскольку активность радионуклидного источника 10 Ки, время экспозиции будет равно 6,5 мин. Для перехода к плёнке РТ-5 воспользуемся коэффициентами экспозиционной эквивалентности плёнок РТ-5 и D4 по отношению к плёнке D7. С учетом этих коэффициентов для плёнки РТ-5 время экспозиции составит 5 мин.
Полученные расчетные значения времени экспозиции являются ориентировочными и требуют корректировки при отработке режимов РГК.
Технологическая карта радиографического контроля № 12-2-6
Схема радиографического контроля
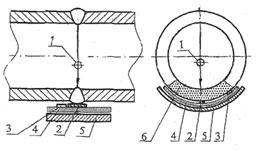 1- источник излучения
2- эталон чувствительности
3- маркировочные знаки
4- кассета с пленкой
5- защитный свинцовый экран
6- контролируемый участок
1- источник излучения
2- эталон чувствительности
3- маркировочные знаки
4- кассета с пленкой
5- защитный свинцовый экран
6- контролируемый участок
| Параметры контроля |
| Наружный диаметр сварного соединения, мм | |
| Номинальная толщина, мм | |
| Материал | углеродистая сталь |
| Вид и способ сварки | ручная электродуговая |
| Источник излучения | Селен-75(СР17.711) |
| Размер активной части (фокусное пятно), мм | 2 х 2мм |
| Тип радиографической плёнки | D4, РТ-5 |
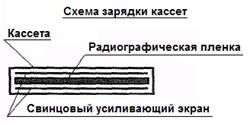
| Схема зарядки кассет | РЬ - плёнка - РЬ |
| Толщина свинцового экрана, мм | 0,09 |
| Размер кассет (длина х ширина), мм | 200 х 100 |
| Время экспозиции, сек | 6,5 (D4); 5 (РТ-5) |
| Требуемая чувствительность снимков, мм | 0,3 |
| Эталон чувствительности | №1 ГОСТ 7512-82 |
| Расстояние от источника до кассет с плёнкой | 300 мм |
| Количество экспозиций | |
| Объем контроля | 100% |
| Маркировочные знаки | №2; №6 |
| Нормативный документ | ПНАЭ Г-7-010-89 III категория |
| Браковочный признак: Сварные соединения следует браковать при наличии: - трещин, прожогов, незаваренных кратеров; - непроваров по разделке сварного шва; - непроваров в корне шва и между валиками; - если размеры несплошностей превышают нормы для III категории ПНАЭ Г-010-89. |
Разработал ______________________________ Начальник лаборатории _______________________________
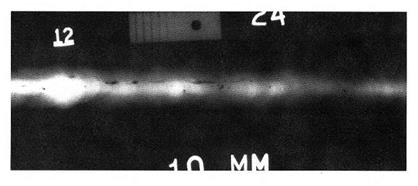
Радиографический снимок участка сварного шва стальной трубы Æ 820 х10 мм, выполненный в соответствии с технологической картой № 12-2-6.
Выявленные дефекты - непровар, шлаковые включения, поры.
Дата добавления: 2015-09-06; просмотров: 450 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Расчет времени экспозиции. | | | Разработка технологической карты радиографического контроля сварных соединений изделий диаметром 10 м и более. |