Читайте также:
|
 Фронтальный подвод или отвод от крайней точки
Фронтальный подвод или отвод от крайней точки
|  Подвод или отвод от крайней точки сбоку назад
Подвод или отвод от крайней точки сбоку назад
|
 Подвод или отвод от крайней точки назад
Подвод или отвод от крайней точки назад
| __ __ __ программируемая траектория инструмента ________ фактически пройденная траектория инструмента При выполнении дуги, подвод всегда выполняется по тангенсу начальной или конечной точки дуги. Траектория приближения к профилю и траектория отвода от профиля должны быть больше, чем радиус вершины резца R, иначе программа прерывается тревогой. Если элементы профиля меньше радиуса вершины резца R, возможно нарушение профиля. Программное обеспечение обрабатывает с опережением три последующих кадра, для распознавания таких нарушений профиля и прерывания программы тревогой. |
| Траектории инструментов в цикле выполнения программы с активированной коррекцией на радиус резца | |
 Траектория инструмента на внутренней кромке
Траектория инструмента на внутренней кромке
 Траектория инструмента на внешней кромке <90˚
Траектория инструмента на внешней кромке <90˚
|  Траектория инструмента на внешней кромке >90˚
__ __ __ программируемая траектория инструмента
________ фактически пройденная траектория инструмента
При выполнении дуги, подвод всегда выполняется по тангенсу начальной или конечной точки дуги.
Если элементы профиля меньше радиуса вершины резца R, возможно нарушение профиля. Программное обеспечение обрабатывает с опережением три последующих кадра, для распознавания таких нарушений профиля и прерывания программы тревогой.
Траектория инструмента на внешней кромке >90˚
__ __ __ программируемая траектория инструмента
________ фактически пройденная траектория инструмента
При выполнении дуги, подвод всегда выполняется по тангенсу начальной или конечной точки дуги.
Если элементы профиля меньше радиуса вершины резца R, возможно нарушение профиля. Программное обеспечение обрабатывает с опережением три последующих кадра, для распознавания таких нарушений профиля и прерывания программы тревогой.
|
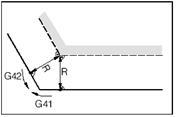
| G40 Отмена коррекции на радиус резца Коррекция на радиус резца отменяется командой G40. Отмена допустима только в сочетании с командой линейного перемещения (G00, G01). G00 или G01могут быть запрограммированы в том же кадре, или как первое движение перемещения после отмены. | |
 Назначение G41 коррекции на радиус резца влево
Назначение G41 коррекции на радиус резца влево
 Назначение G42 коррекции на радиус резца вправо
Назначение G42 коррекции на радиус резца вправо
| G41 Коррекция на радиус резца влево Если запрограммированная траектория инструмента (рассматриваемая в направлении обработки) находится слева от обрабатываемого материала, коррекция на радиус резца должно устанавливаться командой F 41. Примечания: • Прямая смена между G41 и G42 невозможна, необходима предварительная отмена командой G40. • Радиус резца R и позиция резца T должны быть определены. • Выбор команды допустим только в сочетании с G00 или G01. • При активированной коррекции на радиус резца, изменение коррекции на инструмент не возможно. G42 Коррекция на радиус резца вправо Если запрограммированная траектория инструмента (рассматриваемая в направлении обработки) находится справа от обрабатываемого материала, коррекция на радиус резца должно устанавливаться командой F 42. Примечания: (см. G41) |
| G70 Ввод размеров в дюймах Формат N5 G70 При программировании G70 следующие значения будут конвертированы в дюймы: • Скорость подачи F [мм/мин, дюйм/мин, мм/оборот/ дюйм/оборот] • Значения коррекций (нулевая точка, геометрия, износ, …) [мм, дюймы] • Траектории движений [мм, дюймы] • Дисплей фактической позиции [мм, дюймы] • Скорость [м/мин, фут/мин] Примечания: • Для обеспечения ясности, G70 необходимо программировать в первом кадре программы. • Система измерений, запрограммированная последней, будет активна также и после выключения/включения питания. • Для возврата к исходной системе измерений, лучше всего использовать режим MDI (например, MDI G70 Cycle Start). G71 Измерения в метрической системе Формат N5 G70 См. G70! |
| G72 Цикл чистовой обработки Формат: N… G72. P… Q…. P………Номер кадра для первого кадра программы чистовой обработки Q………Номер кадра для последнего кадра программы чистовой обработки После черновой обработки при помощи команд G73, G74, G75, команда G72 определяет чистовую обработку. Запрограммированная форма между P и Q которая использовалась также для черновой обработки, будет повторена без припуска на глубину резания и припуска на чистовую обработку. Примечания: • Функции F, S и T, а также G41 или G42, заданные между P и Q, эффективны только для G72. Они не эффективны для G73, G74 и G75! • Цикл чистовой обработки G72 должен программироваться только после циклов G73, G74 и G75. |
 Цикл контурного точения
Обработка контура, показанного рядом. U1, R1, U2 и W (в N100 и N110) увеличены, для большей показательности.
А: X=102, Z=0
А’: X=20, Z=0
B: X=100, Z=-50
Программа:
…
N70 G00 X102 Z0 (точка А)
…
…
N100 G73 U8 R2
N110 G73 P120 Q190 U10 W5
N120 G0 X20
N130 G1 Z-15
N140 X40
N150 X70 Z-30
N160 Z-40
N170 X80
N180 X90 Z-50
N190 X100 (точка В)
N200 S… F… T…(выбор инструмента чистовой обработки)
N210 G72 P120 Q190 (цикл чистовой обработки)
…
Цикл контурного точения
Обработка контура, показанного рядом. U1, R1, U2 и W (в N100 и N110) увеличены, для большей показательности.
А: X=102, Z=0
А’: X=20, Z=0
B: X=100, Z=-50
Программа:
…
N70 G00 X102 Z0 (точка А)
…
…
N100 G73 U8 R2
N110 G73 P120 Q190 U10 W5
N120 G0 X20
N130 G1 Z-15
N140 X40
N150 X70 Z-30
N160 Z-40
N170 X80
N180 X90 Z-50
N190 X100 (точка В)
N200 S… F… T…(выбор инструмента чистовой обработки)
N210 G72 P120 Q190 (цикл чистовой обработки)
…
| G73 Цикл контурного точения Формат: N… G73 U1… R… N… G73 P…Q…U2+/-…W+/-… F…S…T… | ||
| Первый кадр Второй кадр | U1 [мм] …глубина резания, инкр., без знака, на чертеже – U1. R [мм] …высота отвода P …номер кадра для первого кадра программируемой формы Q … номер кадра для последнего кадра программируемой формы U2 [мм]…расстояние и направление припуска на чистовую обработку в направлении X (диаметр или радиус) на рисунке показано как U2/2. W [мм]…. расстояние и направление припуска на чистовую обработку в направлении Z, инкр., без знака. F, S, T… Подача, скорость, инструмент. | ||
| Перед обработкой инструмент находится в точке С. Между номерами кадров P и Q программируется контур (А до А' до В), который будет обрабатываться с соответствующим шагом на глубину резания по определенному припуску на чистовую обработку (2 кадр, на чертеже U2/2). Примечания: • Функции F, S и T между P и Q игнорируются. • Контур между А' и В должен быть запрограммирован по нарастанию, т.е. диаметр должен увеличиваться. • Первое движение от А до А' должно быть G00 или G01, допускается только по X (G00 X…) и должно программироваться в абсолютных координатах. • Между P и Q недопустим вызов подпрограммы. | |||
Дата добавления: 2015-10-31; просмотров: 188 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Описание команд G | | | G74 Цикл торцевой контурной обработки |