Читайте также:
|
Факультет ускоренного обучения
Кафедра «Экономика и организация производства»
Специальность: «Экономика и управление на предприятии (машиностроение)»
Оценка проекта _____________
Члены комиссии _____________
Курсовая работа
по дисциплине
«Маркетинг»
Руководитель
профессор Г.Д. Гордеев
Студент
гр. УОЗ -410405с-ПР Е.В. Белых
Екатеринбург 2014
Оглавление
| ВВЕДЕНИЕ | |
| 1.1. Оптимизация производственной деятельности | |
| 1.1.1. Экономическая формулировка задачи | |
| 1.1.2. Математическая формулировка | |
| 1.1.3. Подготовка и ввод информации в Excel | |
| 1.2. Оптимизация портфеля деятельности фирмы | |
| 1.2.1. Расчет товарной стратегии (построение матрицы BCG) | |
| 1.2.2. Определение политики гаммы товара для реализации | |
| 1.3. Оценка политики ценообразования | |
| 1.3.1. Расчет уровня психологической цены | |
| 1.3.2 Оценка уровня цены в зависимости от спроса | |
| 1.3.3 Моделирование границ ценовой политики | |
| 1.4. Расчет конкурентоспособности товара | |
| 1.4.1. Маркетинговый опрос | |
| 1.4.2. Расчет коэффициентов конкурентоспособности и выводы | |
| 1.5. Разработка плана вывода товара на рынок | |
| Этапы 1 и 2. Составление перечня, идентификация работ и определение длительности выполнения каждой работы | |
| Этап 3. Установление технологии выполнения проекта | |
| Этап 4. Разработка параметров сетевого графика | |
| Этап 5 Расчет параметров сетевого графика | |
| Этап 6. Оптимизация срока выполнения проекта | |
| Заключение | |
| Список литературы |
ВВЕДЕНИЕ
Российское инерционное мышление – «уровень материального производства определяет все остальные отношения» - сдерживает более активное продвижение рыночных отношений. На смену теоретическим рассуждениям о конкуренции, рыночном ценообразовании, оптимизации портфеля реализации продукции, промоушена … пришла пора необходимости проведение конкретных расчетов и научно обоснованных решений указанных проблем.
Предметом маркетинга являются взаимоотношения участников рынка.
Содержанием маркетинга является комплексное исследование целей и причин принятия решений участниками рынка в процессе взаимоотношений спроса и предложений.
Курсовая работа предназначена для закрепления и углубления теоретических знаний по дисциплине «Маркетинг» и для получения практических навыков в расчетах рыночных ситуаций, необходимых в будущей профессиональной деятельности.
Оптимизация производственной деятельности
Экономическая формулировка задачи
Малое предприятие «Урал» специализирует свое производство на изготовлении пяти видов (А,Б,В,Г,Д) продукции. Ему следует решить маркетинговую проблему – в каком ассортименте выпускать продукцию для получения максимальной прибыли?
При изготовлении продукции используются четыре типа ресурсов (трудовые, сырьевые, финансовые и оборудование).
Количество ресурса каждого типа, необходимое для выпуска единицы продукции каждого вида, называемые нормами расхода, а также имеющееся наличие этих ресурсов приводится в таблице 1.
Таблица 1
Нормы расхода по видам продукции и наличие ресурсов
| Наименование ресурса | А | Б | В | Г | Д | Наличие | |
| Трудоемкость производства единицы продукции, н-час | |||||||
| Т1 (мех обработка) | 0,30 | 0,80 | 1,20 | 1,10 | 1,40 | <= | 5400,0 |
| Т2 (сварка) | 0,20 | 0,40 | 0,30 | 0,80 | 0,90 | <= | 1700,0 |
| Т3 (прочие) | 0,30 | 0,20 | 0,70 | 1,10 | 1,70 | <= | 3500,0 |
| Материалоемкость, кг | |||||||
| М1 (сталь унив) | 10,00 | 15,00 | 12,00 | 13,00 | 14,00 | <= | 45000,0 |
| М2 (сталь спец) | 6,00 | 9,00 | 8,50 | 3,40 | 8,00 | <= | 20000,0 |
| М3 (цветн.мет.) | 3,00 | 2,80 | 0,00 | 0,80 | 2,00 | <= | 2800,0 |
| М4 (пластик) | 0,70 | 2,00 | 1,50 | 1,00 | 0,00 | <= | 4000,0 |
| Станко-емкость изготовления, ст-час | |||||||
| С1 (мех обр) | 1,20 | 0,60 | 0,90 | 4,00 | 1,10 | <= | 7000,0 |
| С2 (сварка) | 0,80 | 0,70 | 0,00 | 2,30 | 0,50 | <= | 3000,0 |
| С3 (прочие) | 0,50 | 2,00 | 1,10 | 0,00 | 0,30 | <= | 8500,0 |
| Финансы, руб. | 8,1 | 8,9 | 6,5 | 10,2 | 12,0 | <= | 59500,0 |
| Себестоимость единицы | 33,3 | 40,3 | 48,0 | 45,8 | 64,3 | ||
| Цена реализации | 35,4 | 42,8 | 51,2 | 48,4 | 67,7 |
Ранее предприятие заключило контракт на выпуск продукции типа А в количестве 6 штук, типа Б – не менее 160 шт, типа Г – не менее 1000 шт. Продукцию типа В по опыту прошлых лет вряд ли можно реализовать более 3000 шт.
Математическая формулировка
0,3Х1 + 0,8Х2 + 1,2Х3 + 1,1Х4 + 1,4Х5 <= 5400
0,2X1 + 0,4X2 + 0,3X3 + 0,8X4 + 0,9X5 <= 1700
0,3Х1 + 0,2Х2 + 0,7Х3 + 1,1Х4 + 1,7Х5 <= 3500
10Х1 + 15Х2 + 12Х3 + 13Х4 + 14Х5 <= 45000
6Х1 + 9Х2 + 8,5Х3 + 3,4Х4 + 8Х5 <= 20000
3Х1 + 2,8Х2 + 0 + 0,8Х4 + 2Х5 <= 2800
0,7Х1 + 2Х2 + 1,5Х3 + Х4 + 0Х5 <= 4000
1,2Х1 + 0,6Х2 + 0,9Х3 + 4Х4 + 1,1Х5 <= 7000
0,8Х1 + 0,7Х2 + 0Х3 + 2,3Х4 + 0,5Х5 <= 3000
0,5Х1 + 2Х2 + 1,1Х3 + 0Х4 + 0,3Х5 <= 8500
8,1Х1 + 8,9Х2 + 6,5Х3 + 10,2Х4 + 12Х5 <= 59500
Х1 = 6
Х2 >= 160
Х3 <= 3000
Х4 >= 1000
Х5 =0
ЦФ à 2,1Х1 + 2,5Х2 + 3,2Х3 + 2,6Х4 + 3,4Х5 à max
Подготовка и ввод информации в Excel
Решение можно провести средствами Microsoft Excel по приводимому ниже алгоритму и программе, разработанной в УГТУ-УПИ.
а) Подготовка исходных данных для расчета
Таблица 2
Форма ввода исходных данных для расчета
Исходные данные Белых Е. (курсовая работа)
| Наименов. изделия | А | Б | В | Г | Д | |||
| Оптим. значение | ||||||||
| Нижняя граница | ||||||||
| Верхняя граница | мах ЦФ | |||||||
| Коэф. в целевой ф. | 2,1 | 2,5 | 3,2 | 2,6 | 3,4 | 9068,8 | ||
| О г р а н и ч е н и я п о в и д а м р е с у р с о в Исполь | 0,0 | Наличие | ||||||
| Трудоемкость производства единицы продукции, н-час | ||||||||
| Т1 (мех обработка) | 0,30 | 0,80 | 1,20 | 1,10 | 1,40 | 3559,3 | <= | 5400,0 |
| Т2 (сварка) | 0,20 | 0,40 | 0,30 | 0,80 | 0,90 | 1700,0 | <= | 1700,0 |
| Т3 (прочие) | 0,30 | 0,20 | 0,70 | 1,10 | 1,70 | 2823,4 | <= | 3500,0 |
| Материалоемкость при изготовлении единицы продукции, кг | ||||||||
| М1 (сталь унив) | 10,00 | 15,00 | 12,00 | 13,00 | 14,00 | 39143,5 | <= | 45000,0 |
| М2 (сталь спец) | 6,00 | 9,00 | 8,50 | 3,40 | 8,00 | 20000,0 | <= | 20000,0 |
| М3 (цветн.мет.) | 3,00 | 2,80 | 0,00 | 0,80 | 2,00 | 1968,6 | <= | 2800,0 |
| М4 (пластик) | 0,70 | 2,00 | 1,50 | 1,00 | 0,00 | 3684,4 | <= | 4000,0 |
| Станкоемкость при обработке продукции, ст.час | ||||||||
| С1 (мех обр) | 1,20 | 0,60 | 0,90 | 4,00 | 1,10 | 6480,2 | <= | 7000,0 |
| С2 (сварка) | 0,80 | 0,70 | 0,00 | 2,30 | 0,50 | 3000,0 | <= | 3000,0 |
| С3 (прочие) | 0,50 | 2,00 | 1,10 | 0,00 | 0,30 | 1993,6 | <= | 8500,0 |
| Финансы, руб. | 8,1 | 8,9 | 6,5 | 10,2 | 12,0 | 26322,9 | <= | 59500,0 |
Таким образом, оптимальными объемами производства, в соответствии с заданными в табл. 1 и 2 исходными ресурсами, являются:
А = 6 шт, Б=160 шт, В = 1444 шт, Г = 1194 шт, Д = 274 штук соответственно. Максимальная величина прибыли при этих объемах равна 9068,8 тыс. руб. Максимально использованы: - среди трудоемкости – сварка; из материалов – спец.сталь, среди оборудования - сварка. Остальные виды ресурсов имеют свободные резервы.
Таблица 3
Форма отчета по результатам оптимизации
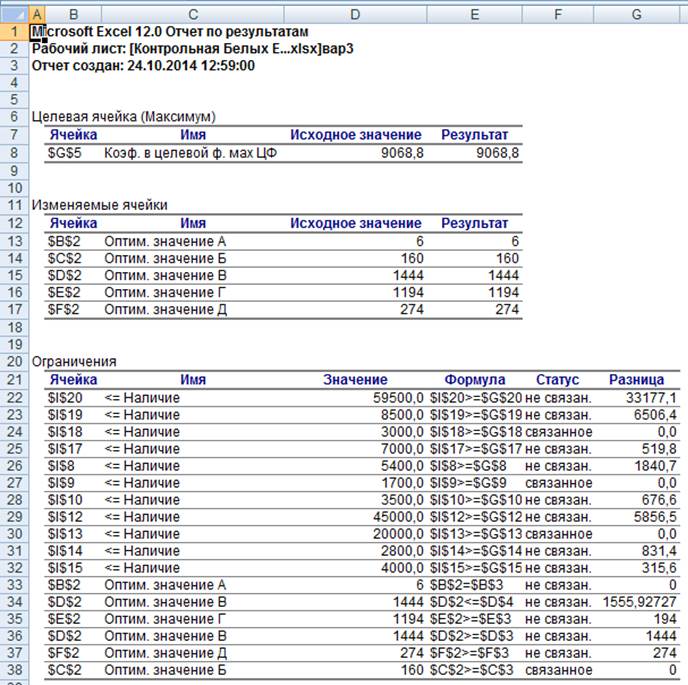
Отчет по результатам дублирует оптимальные значения, приводимые в расчетной таблице 2, и указывает на имеющиеся резервы в колонке «разница» табл. 3, т.е. по сварочному оборудованию и спец.стали выявился дефицит. По остальным ресурсам имеются резервы, например,
- по трудоемкости механической обработки из фонда в 5400 нормо-часов использовано 3559,3н/часа, а не использованными, свободными, будут 1840,7 н/часа,
- по трудоёмкости прочие из фонда в 3500 нормо-часов использовано 2823,4 н/часа, а не использованными, свободными, будут 676,6 нормо-часа;
- по материалоемкости стали универсальной из фонда в 45000 кг использовано 39143,5 кг, а не использованными, свободными, будут 5856,5 кг;
- по материалоемкости цветного металла из фонда в 2800 кг использовано 1968,6 кг, а не использованными, свободными, будут 831,4 кг;
- по материалоемкости пластика из фонда в 4000 кг использовано 3684,4 кг, а не использованными, свободными, будут 315,6 кг;
- по станкоемкости мех.обработки из фонда в 7000 ст. часов использовано 6480,2 ст.часов, а не использованными, свободными, будут 519,8 ст. часов;
- по прочей станкоемкости из фонда в 8500 ст. часов использовано 1993,6 ст.часов, а не использованными, свободными, будут 6506,4 ст. часов.
По всем резервам необходимо принять ряд дополнительных мер.
Таблица 4
Дата добавления: 2015-10-29; просмотров: 98 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Тема: Маркетинговые коммуникации | | | Расчет товарной стратегии (построение матрицы BCG) |