Читайте также:
|
Дайындама тізбегінде келесі технологиялық операциялар орындалады: дайындаманы түзету, жону және оның енінің дәл мөлшерін алу мақсатында жолақ (жайма) қырларын кесіп пісіруге дайындау, қырларын тотықтар мен ластықтардан тазарту. Диаметрі кіші және орташа пісіру құбырларын өндіру үшін дайындау тізбегі жабдықтарының құрамы: тарқатқыш, түзету машинасы, жолақ шеттерін қырқуға арналған қондырғы, түйіспісіруші машина, тартушы аунақшалар, тұзаққалыптастырғыш, қырын майдалайтын дискалы қайшы,қыржонушы қондырғы, беруші машина және пісіру‑қорамалау орнағының қабылдау жабдықтары.
Тарқатқыш орамаларды орнатуға, оларды тарқатуға дайындау және тарқату процесінде ораманы ұстап тұру үшін арналады. ТЭСА‑ның (Құбыр электрпісіру агрегаттарының) әртүрлі типті тарқатқыштарының техникалық сипаттамалары төменде келтірілген:
ТЭСА агрегатының типмөлшері 25 – 114 102 – 220 203 ‑ 530
Игіштің немесе қырғыштың жолы, мм 1780 1800 2900
Тарқату жылдамдығы, м/с 0,66 – 4 0,33 – 3 0,2 – 2,66
Центрлеуіш конустарының жолы, мм 600 560 1120
Стол немесе арбашықтың жолы, мм 550 550 7500
Тарқатқаннан кейін таспаны түзету үшін, қабылдаушы стол және туралауыш біліктерден тұратын түзеткіш машинаны қолданады. Қабылдаушы стол штрипстерді беретін біліктерге бағыттауға арналады және таспаны стол осіне симметриялы орналасуын қамтамасыз етеді. Туралауыш біліктер таспаларды түзеткіш машинаға береді және стол тізбегінде үзіліссіз итеріп тұратын айлабұйым есебінде, таспа өтетін барлық уақытта жұмыс істеп тұрады.
Түзеткеннен кейін таспа, түйіспісіру машинасының алдында орналасқан жайма қайшысының пышақтары арасындағы саңылауға беріледі де, онда шеттері кесіледі.
Орнақ тізбегінде шексіз таспа жасау мақсатында түйіспісіру машинасын орнатады. Әртүрлі пісіру агрегаттарындағы (ТЭСА) түйіспісіру машиналарының техникалық сипаттамалары төменде келтірілген:
Қондырғы типмөлшері 20 ‑76 25 ‑ 114 102 – 220 203 ‑ 530
Машина типі МСО‑3201У4 МСЭ‑500 МСЛ‑800 МСЭ‑2000
Номинальді
қуаты, кВт 480 500 800 800х3‑2400
Таспаны қысу қүші, кН 800 700‑3600 1000‑800 350‑4520
Шөккізу күші, кН 125 300 500 150 – 1700
Түйістіру саны, түйір/с 60 60 60 ‑
Пісіргеннен кейін жік шашырандыларын (грат) соқа типті граталғыштың жылжымайтын пышақтарымен алады. Итеруші қондырғы арқылы қысылған жолақты итеріп енгізу жолымен гратты кеседі.
Штрипс орамасының шеттерін пісіргеннен кейін және ол пісірілген шеттерді түйіспісіру машинасынан итеріп өткізу үшін, түйіспісіру машинасының артында орналасқан тартатын аунақшалар қолданылады. Тартушы аунақшалар түзету машинасынан шығатын таспаның алдыңғы шетін қысып, таспаның артқы шеті қайшыда кесілетіндей шамаға тура келгенге дейін жылжытады. Осыдан соң аунақшаларды тоқтатып, таспаның артқы шетін кеседі. Содан кейін аунақшаларды іске қосып, таспаның артқы шеті түйіспісіру машинасының орнату пышағынан өткенше жылжытады. Орнату пышағын шеткі қалпына көтеріп, аунақшаларды кері айналдырып, таспаның бүйіржағын орнату пышағына дейін тірелгенше жылжытады.
Түйіспе пісіруден кейін тұзаққалыптастырғышты толтыру, пісіру жылдамдығымен салыстырғанда, тартушы аунақша мен түзету машинасының үлкен жылдамдығымен өтеді. Тек, тұзаққалыптастырғышты толтырғаннан кейін ғана тартушы аунақшалар мен түзету машинасының жылдамдығы пісіру жылдамдығына тең болады.
Екі ораманың шеттерін түйістіріп пісіру уақытына қажетті таспа қорын жасау үшін, тұзаққалыптастырғыштың әртүрлі типтерін пайдаланады. Қазіргі агрегаттарда көбірек таралғандары шұңқырлы және спиральді тұзаққалыптастырғыштар (4‑сурет).
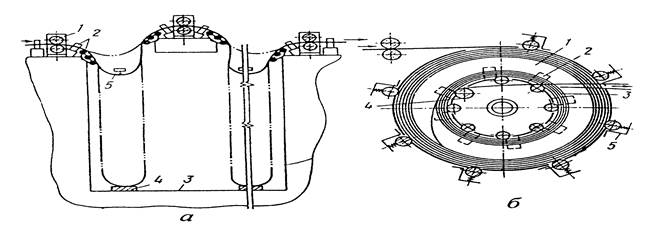
4 – сурет. Тұзаққалыптастырғыштардың сұлбалары
а‑шұңқырлы (1‑тартушы аунақшалар; 2‑ бағыттаушы аунақшалар; 3‑ тұзаққалыптастырғыш шұңқыры; 4‑ тұзақтың ең төменгі қалпының бергіші; 5‑тұзақтың ең жоғарғы қалпының бергіші); б‑ спиральді (1‑ айналмалы стол; 2‑ жетексіз аунақшалар; 3‑ қозғалмайтын аунақшалы қапсырма; 4‑ еркін конусты аунақша)
Шұңқырлық тұзаққалыптастырғыштың құрылымы (4,а‑суреті) жеткілікті түрде қарапайым, дегенмен кемшілігі де жоқ емес. Үлкен пісіру жылдамдығында тұзақтың жеткілікті қорын жасау үшін, тереңдігі үлкен тұзаққалыптастырғыш жасау қажет, бұл өз ретінде елеулі күрделі қаржыны қажет етеді.
Таспалардың белгілі иіліс радиусын қамтамасыз ету үшін олар тұзақтық шұңқырға кірерде және одан шығарда арнайы рольгангтер қарастырылған.
Спиральді тұзаққалыптастырғыш (4,б‑суреті) Ресейдің соңғы құбырпісіру агрегаттарында ТЭСА 20‑76 және 51‑114 қолданылды.
Орамадағы штрипс ұзындығы мен тұзақ қондырғысындағы штрипстің жылжу жылдамдығының арасында белгілі байланыс бар.
Дата добавления: 2015-08-20; просмотров: 189 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Диаметрі үлкен пісіру құбырларының дайындамалары. | | | Быр дайындамаларын қорамалау. |